画像測定機の基礎知識
画像測定
画像測定機では、主に次の内容の処理を行っています。
エッジ検出
XY平面内の測定
オートフォーカス
ピント合わせ/Z測定
パターン認識
アライメント/位置決め/欠損チェック
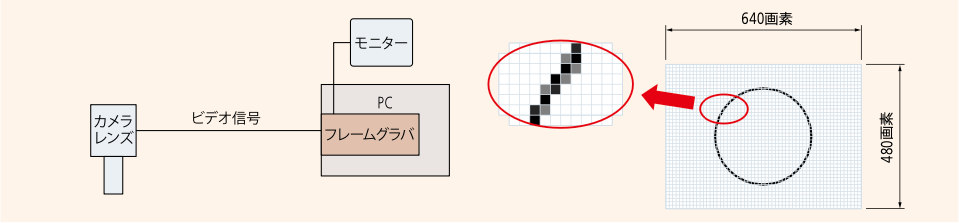
画像の記憶
画像は、1つ1つの画素の濃淡が集まって構成されています。目の細かい方眼紙に、1マスずつ塗りつぶして絵にしているのと同じです。
グレースケール
コンピュータは画像を内部で数値に置き換えて扱っています。その数値は画素ごとに管理されています。この数値をどのくらいのしきい値で管理するかによって、画質が変わってきます。この諧調は2値化と多値化の種類があり、一般的には256階調(グレースケール)で管理されています。
2値化
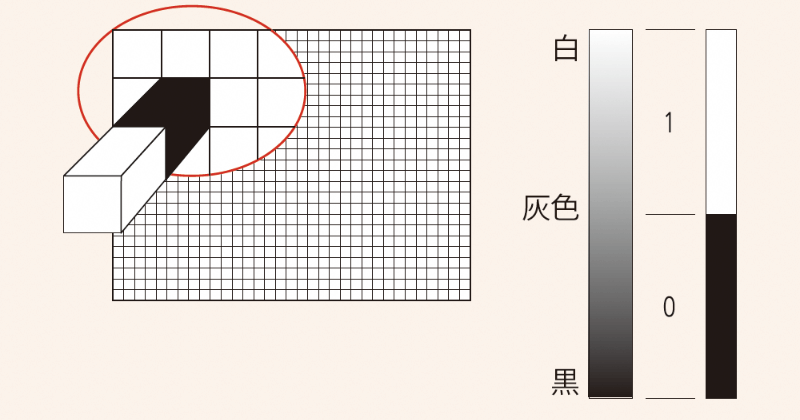
あるレベル以上の明るさはすべて白とし、それ以下はすべて黒としています。
多値化
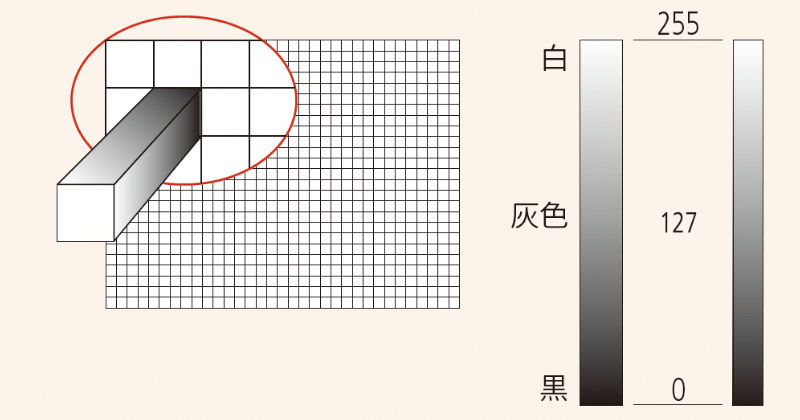
黒から白の間を256分割して濃度を表現します。そのため、忠実な画像が表示できます。
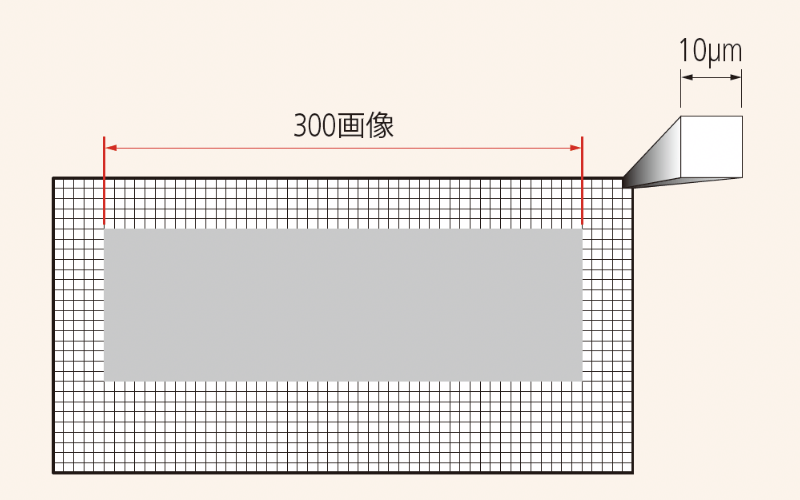
寸法計測
画像自体は、画素で構成されています。したがって、測定の範囲内にいくつの画素があるかをカウントし、それに、1画素の大きさを掛ければ長さに換算することが可能です。例えば下図のような四角いワークを例に、全長が300画素あったとします。
撮影倍率時の画素サイズが10μmと仮定すると...
10μm×300画素=3000μm=3mmとなります。
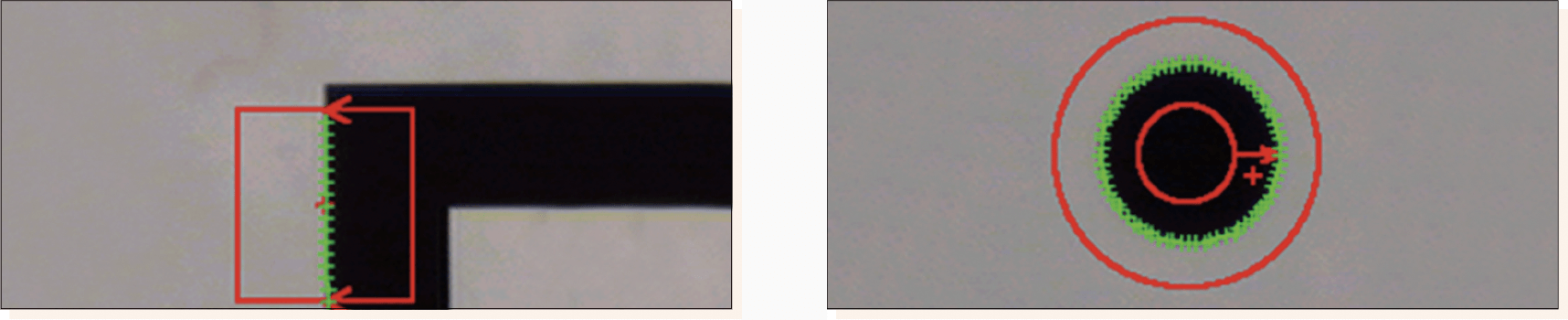
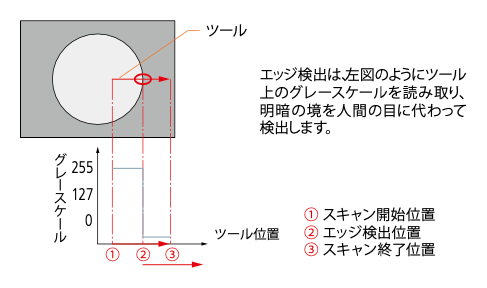
エッジ検出
ワーク端面(エッジ)を、画素からどのようにして検出しているのかを、以下の白黒画像を例に説明します。エッジ検出は、ある任意の範囲から行われます。この範囲を視覚的に表したものがツールと呼ばれ、ワーク形状や測定内容に合わせ、複数用意されています。
画素がもつグレースケールの例
| 244 | 241 | 220 | 193 | 97 | 76 | 67 | 52 | 53 | 53 |
| 243 | 242 | 220 | 195 | 94 | 73 | 66 | 54 | 53 | 55 |
| 244 | 246 | 220 | 195 | 94 | 75 | 64 | 56 | 51 | 50 |
高分解能測定
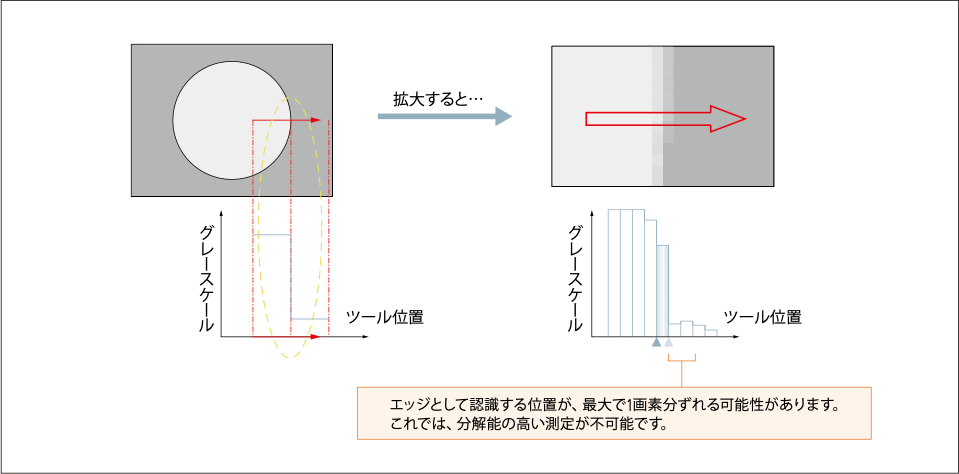
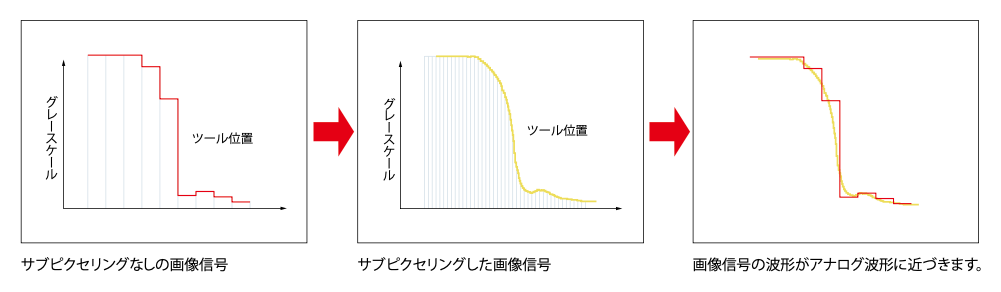
エッジ検出の分解能を高めるための処理として、サブピクセル処理を行います。
隣接する画素情報から補間曲線を求めてエッジを検出させます。これにより、1画素よりも高い分解能で測定できます。
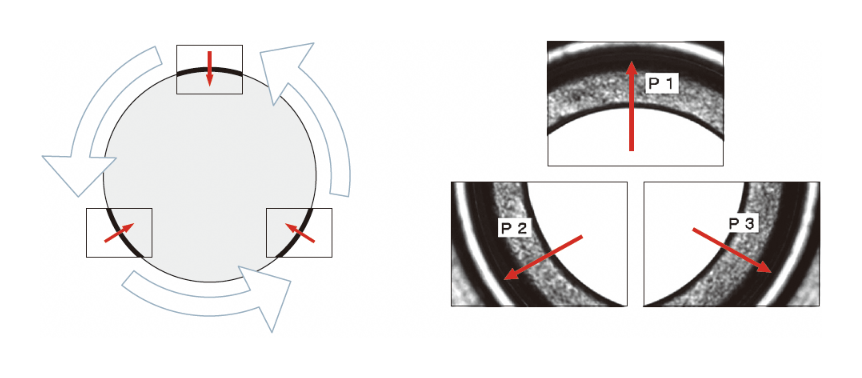
複数画面による測定
測定部位の大きさによっては、1画面内に収まらない場合があり、測定できません。そのような場合でも、カメラとステージを制御して複数の画像を撮影し、取得した位置情報を内部で管理することで測定を可能にします。
下図のように大きなサイズの円でも、ステージを移動しながらエッジを検出していくことで測定が可能です。
測定点の求め方
このように、一つひとつの測定位置を実データとして管理しながら測定するため、1画面に収まらない寸法でも問題なく測定が可能です。
機械本体系
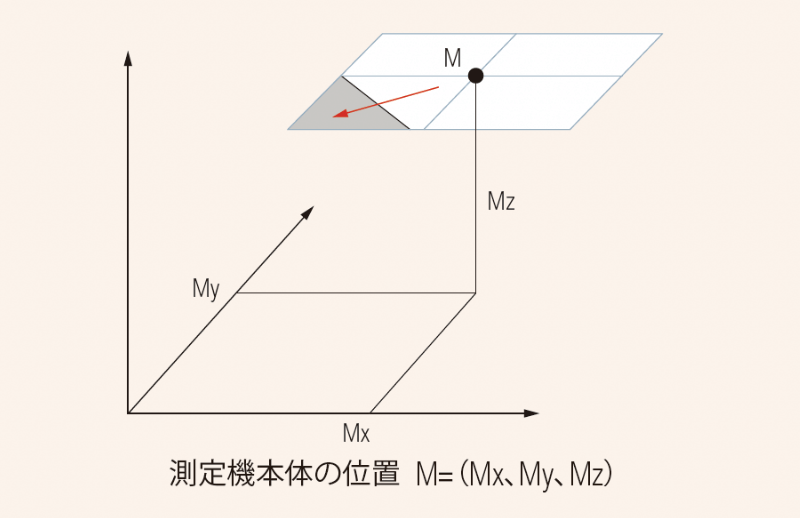
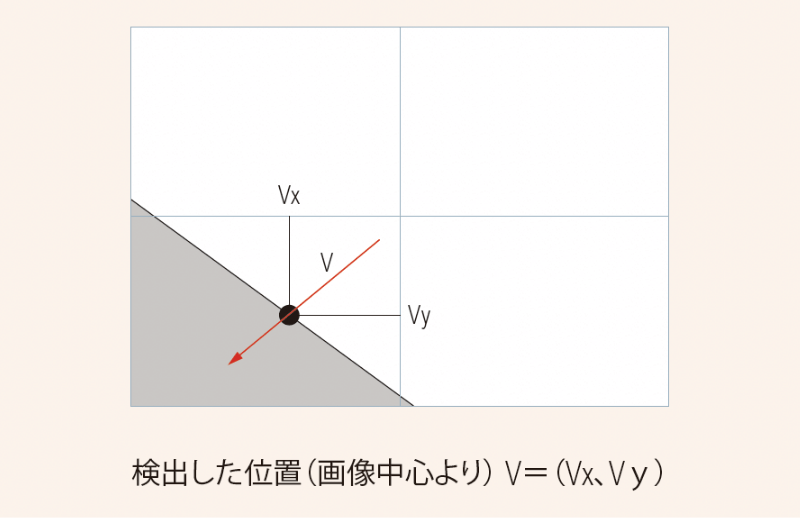
実際の座標値は X=(Mx+Vx) Y=(My+Vy) Z=Mz となります。
画像系
オートフォーカスの原理
カメラの画像内からだけでは、平面測定は行えますが、高さ測定は行えません。そのため、通常は、高さ測定のオートフォーカス(AF)機構を備えています。ここでは、一般的な画像を用いたAFの仕組みについて説明します。
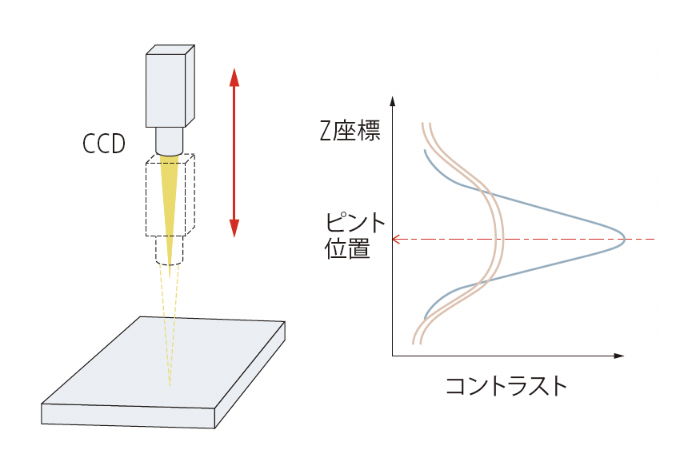
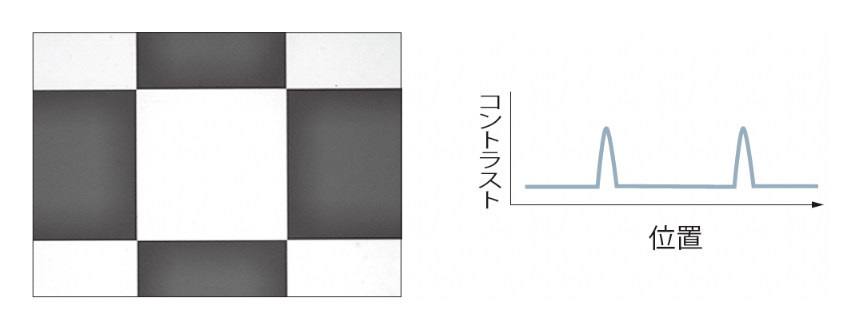
Z軸を上下に移動しながら、画像を解析します。解析時のコントラストとピントの関係を以下に示します。
・コントラストが鮮明に見えている場合:コントラストがピークで、ピントが合っている
・コントラストがぼやけて見えている場合:コントラストが低く、ピントがずれている
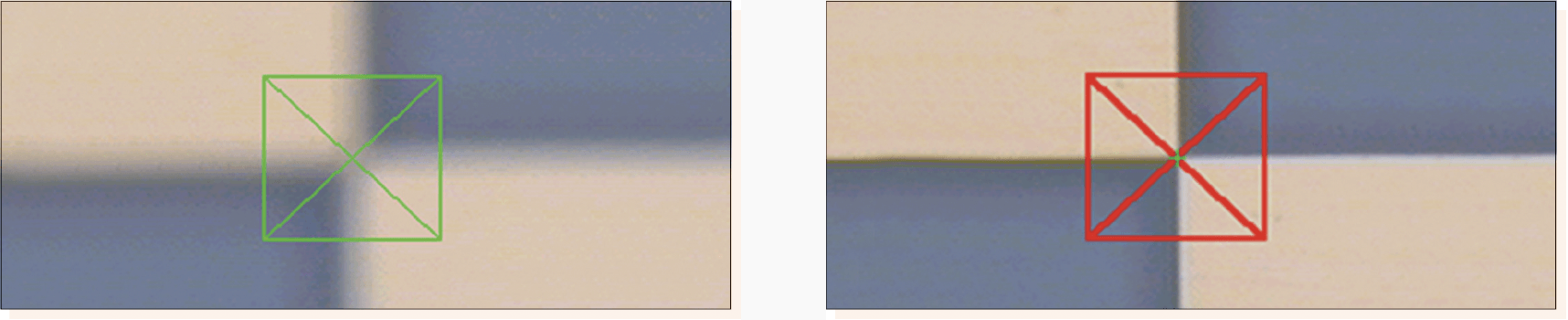
ピントによるコントラストの変化
エッジがぼやけているためコントラストが低い
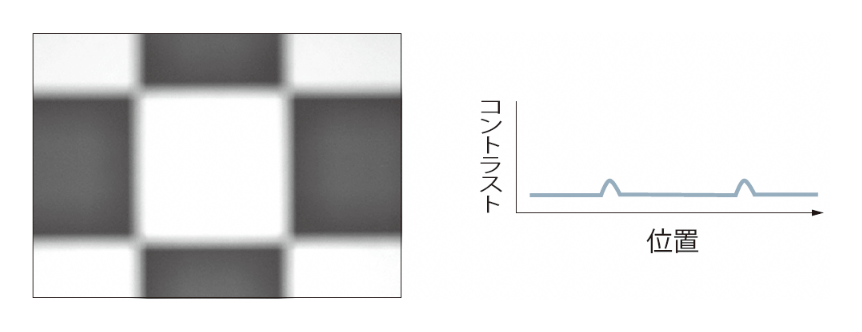
エッジが鮮明でコントラストが高い
ISO10360-7(JIS B7440-7.2015)の概要
画像測定機専用の受入検査国際規格ISO10360-7(JIS B 7440-7.2015)。
いくつかの検査項目がありますが、その中から、長さ測定誤差Eとプロービング誤差PF2Dの検査方法について説明します。
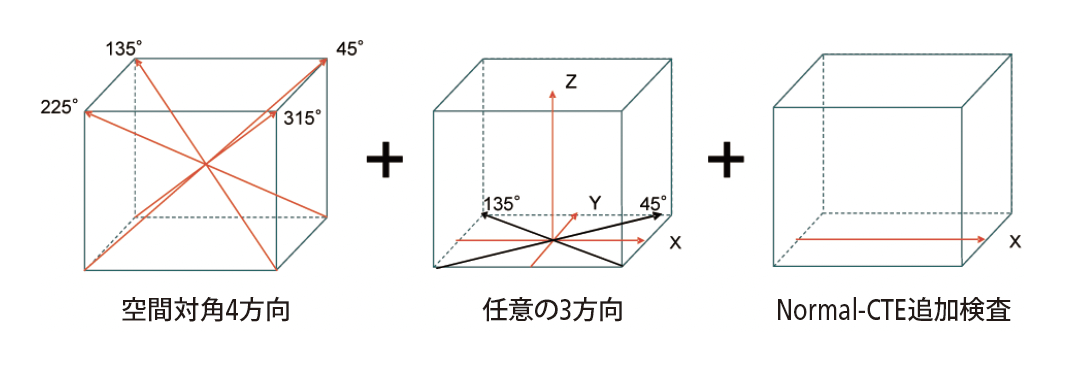
長さ測定誤差 E
7つの異なる位置で5つの異なる長さを3回繰り返し測定(計105回)
測定位置は、測定空間4対角と任意の3方向
(初期設定:各軸に平行EX, EY, EZ)
寸法標準器の熱膨張係数αが2×10-6/K以下のとき、8~13×10-6/Kの基準器での測定が追加される。
プロービング誤差 PF2D
視野内の25の異なった場所を用いて基準円を円周均等に25点(14.4°ピッチ)測定したときの、25点からから計算される最小二乗円の中心から各測定点までの距離の幅(Max-Min)。