三次元測定機の基礎知識
ミツトヨの三次元測定機は、以下の4タイプがあります。安定性、精度、測定速度、測定物の固定の利便性等の特長があります。
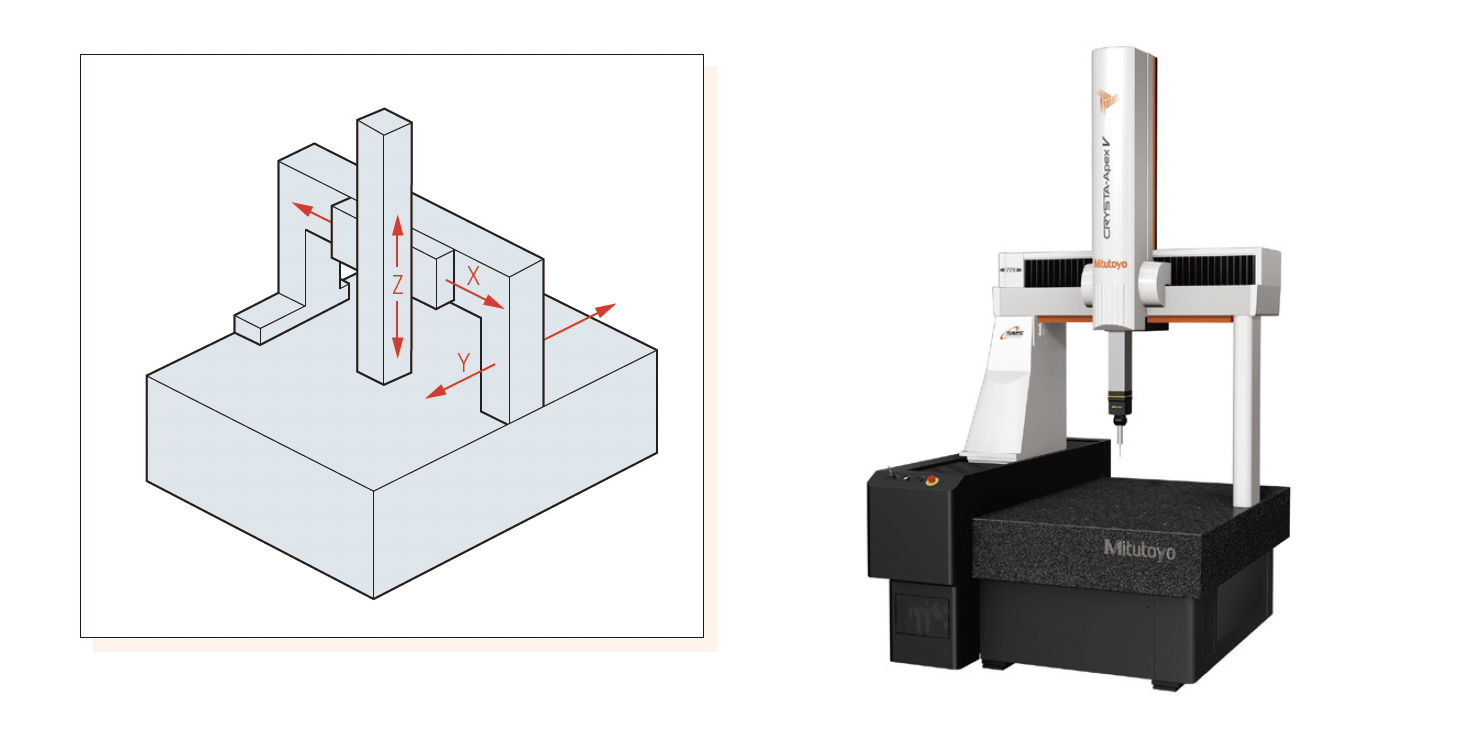
門移動型三次元測定機
本タイプの測定機は、以下で構成されています。
- ・ベースによって支えられた門型構造上を水平移動するキャリッジ(X軸)
- ・ベース上を水平移動する門型構造(Y軸)
- ・キャリッジに取り付けられた垂直移動のラム(Z軸)
測定物はベース上に置きます。
本構造は、三次元測定機の多くの機種に採用され、高精度、高速、高加速度を実現しています。小型~大型機種までラインアップしています。
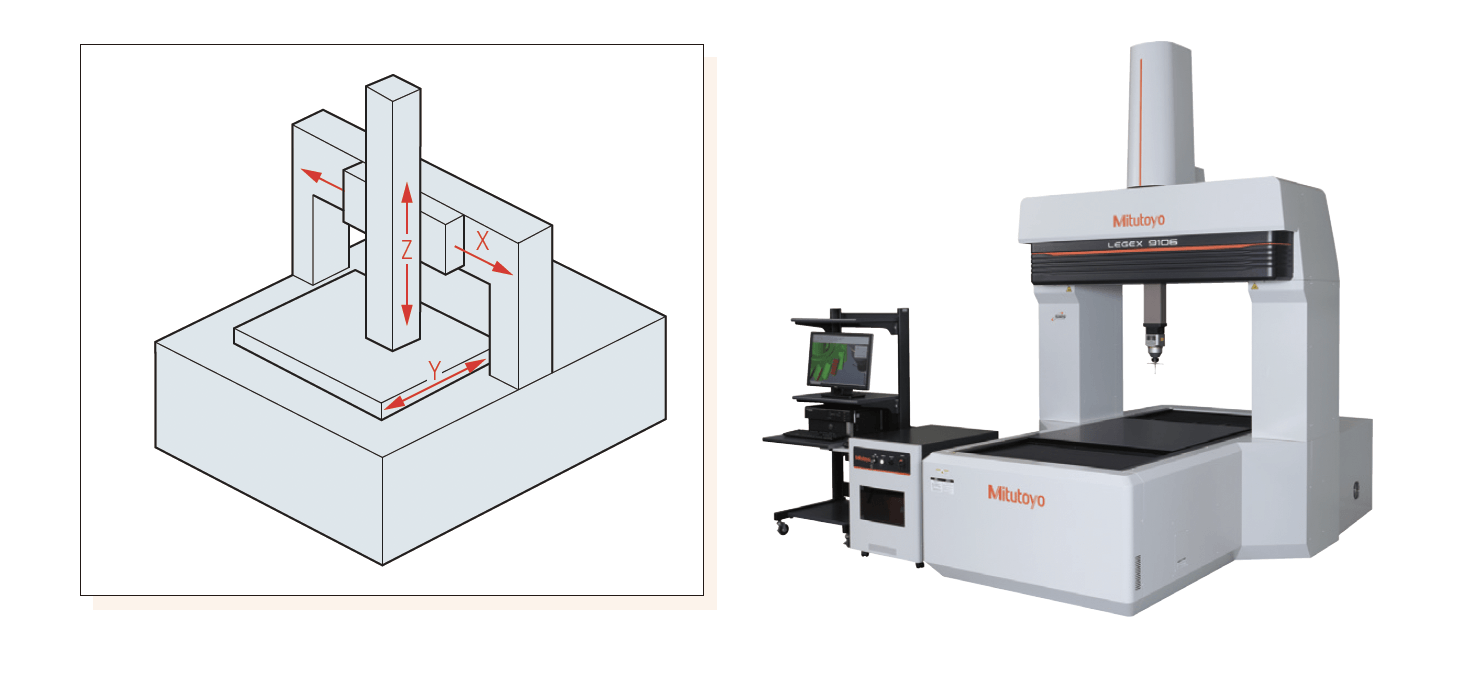
門固定型三次元測定機
本タイプの測定機は、以下で構成されています。
- ・ベースに堅く結合された門形構造上を水平移動するキャリッジ(X軸)
- ・ベース上を水平移動するテーブル(Y軸)
- ・キャリッジに取り付けられた垂直移動のラム(Z軸)
測定物は移動テーブル上に置きます。
門移動による誤差が排除され、より高精度化を図ることができます。本構造は、ミツトヨの超高精度CNC三次元測定機LEGEXシリーズに採用され、世界最高クラスの精度を誇ります。
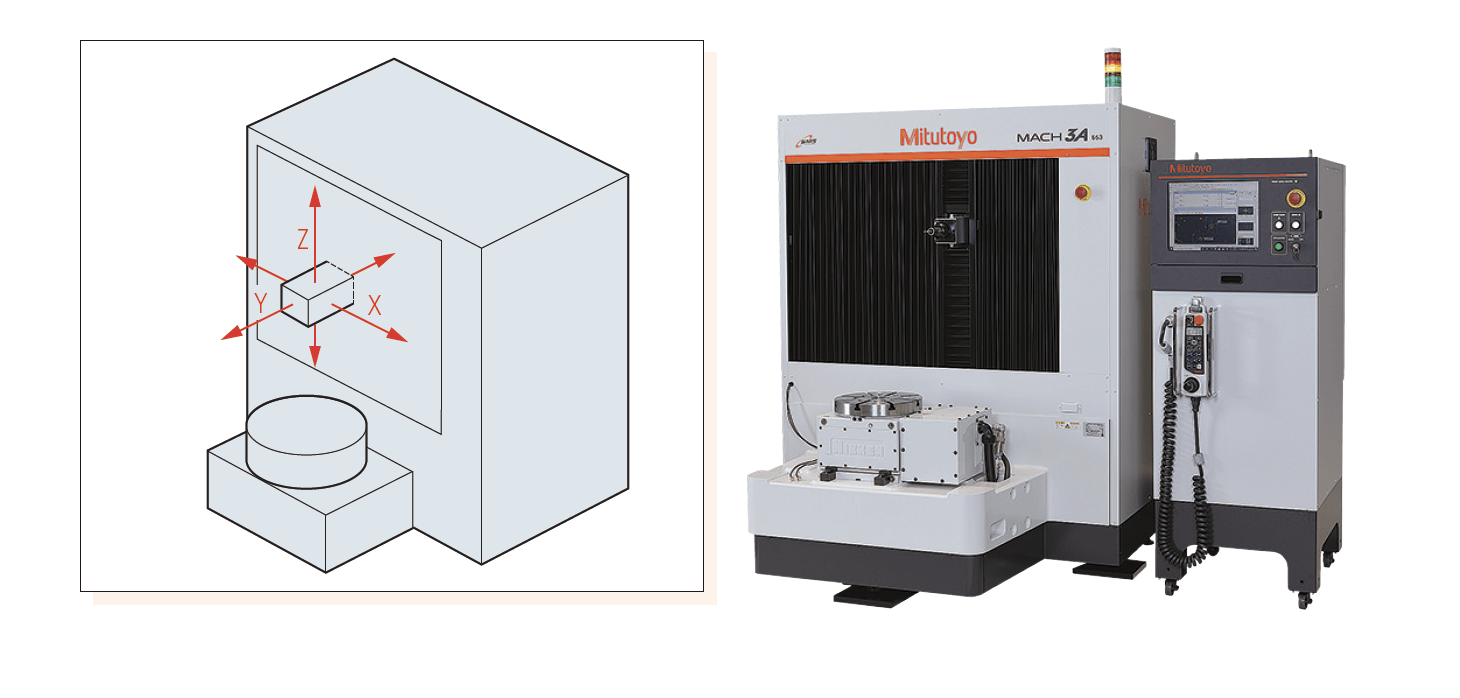
アーム横型三次元測定機
本タイプの測定機は、以下で構成されています。
- ・ベース上を水平移動する支柱(X軸)
- ・ベースによって支えられた支柱上を垂直移動するキャリッジ(Y軸)
- ・キャリッジに取り付けられた水平移動のラム(Z軸)
測定物はベースと一体化したテーブル上に固定します。
本構造は、ミツトヨのインライン対応CNC三次元測定機MACH-3Aシリーズに採用され、ラインサイド・インラインに対応するための高速駆動、省スペース化、耐久性を実現しています。
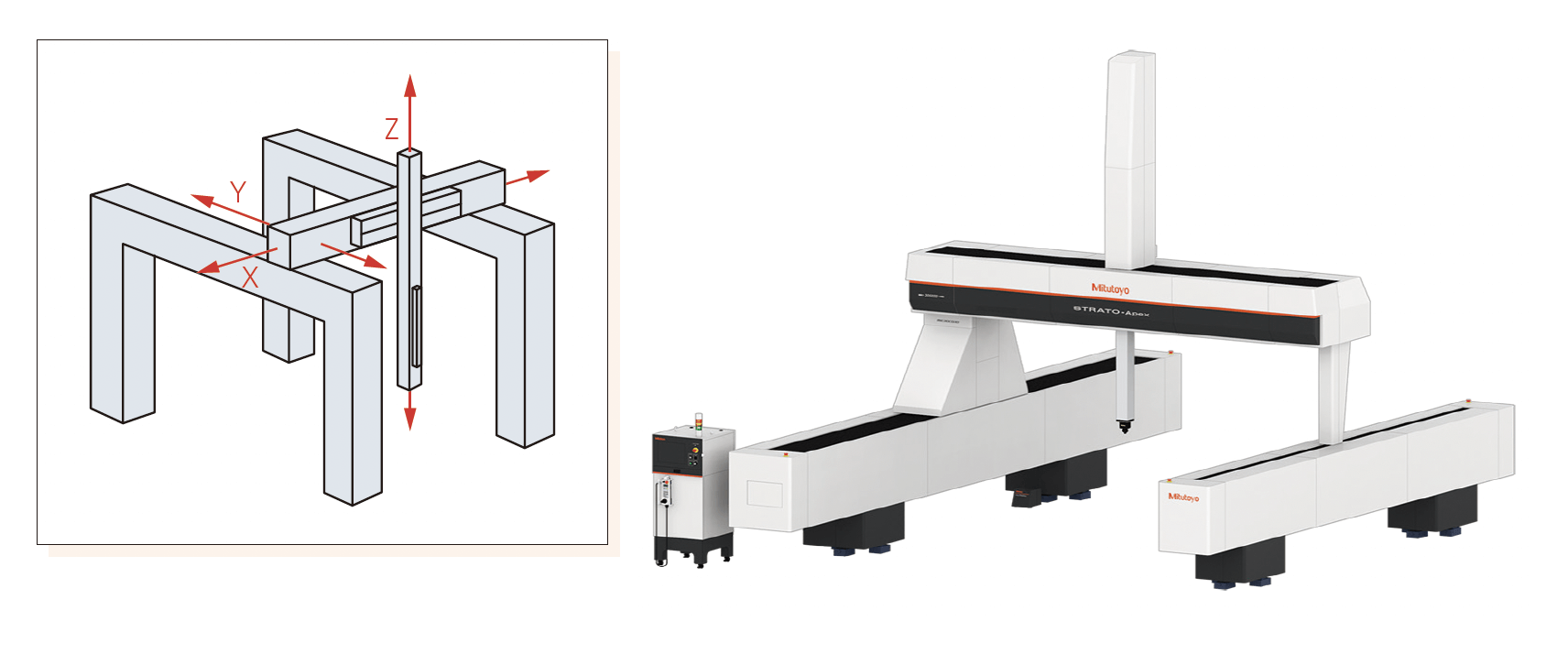
ブリッジ・フロア型三次元測定機
本タイプの測定機は、以下で構成されています。
- ・ベースによって支えられた門型構造上を水平移動するキャリッジ(X軸)
- ・ベース上を水平移動する門型構造(Y軸)
- ・キャリッジに取り付けられた垂直移動のラム(Z軸)
測定物は床面に固定します。
本構造は、ミツトヨの超大型CNC三次元測定機に採用され、測定テーブルには載らない大型・重量物の測定物を高精度に測定できます。
三次元測定機の測定の不確かさ
測定結果の信頼性を客観的に評価する尺度として、測定の不確かさがあります。JIS B 0641-1:2001(ISO14253-1:1998)では、測定機の検査結果や製品の測定結果を仕様と照らし合わせる際に、不確かさを考慮することが提唱されています。しかしながら、三次元測定機によって、工業製品を測定する際の測定の不確かさを推定することは簡単ではありません。
測定の不確かさ推定は、不確かさを生じる要因をひとつひとつ定量化し、それらが測定結果に伝搬する過程を明らかにする必要があります。三次元測定機は、測定点の配置やデータムの定義など、測定物をどのように測定するか(測定タスク、または測定戦略)を、パートプログラムによって図面指示や測定者の意思により自由に設定できます。しかし、このことが、不確かさ要因の結果への伝搬の過程を明らかにすることを難しくします。円測定の例を見ても、測定点の数を1点変更する、または、測定点の配置を変えるだけで、伝搬の過程が変わり、不確かさ計算をやり直すことにつながります。また三次元測定機は考慮すべき不確かさの要因が多く、それらの相互への影響も複雑です。このようなことから、三次元測定機は、測定の不確かさ推定に関して、一般的な方法を示すことが現実的ではありません。
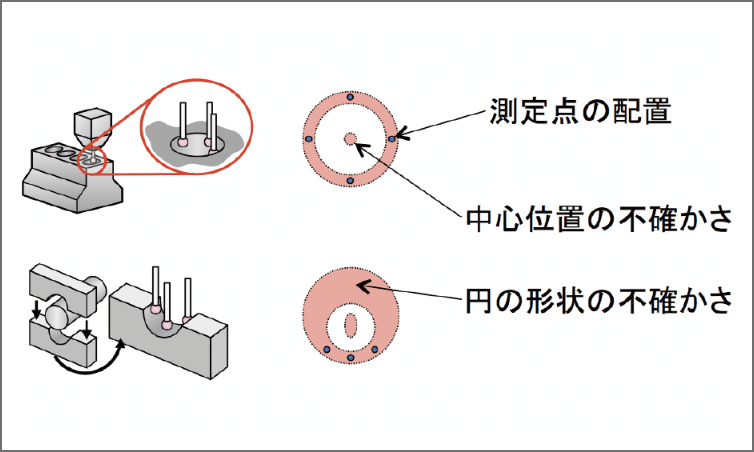
三次元測定機による円測定の例
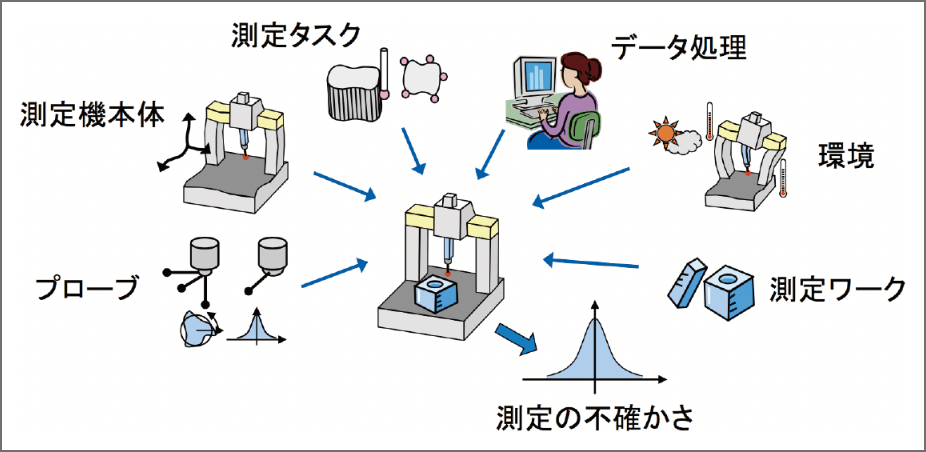
三次元測定機の測定の不確かさを生じさせる主な要因
三次元測定機の性能評価方法
三次元測定機の性能評価として、2003年にJIS B 7440シリーズが改訂発行され、2013年および2022年に一部規格が改正されています。2013年および2022年の規格変更点を含め、代表的な検査の内容を説明します。
表1 JIS B 7440(2003)シリーズ
| 名称 | 規格番号 | 発行時期 | |
|---|---|---|---|
| 1 | 用語 | JIS B 7440-1(2003) | 2003/3 |
| 2 | 長さ測定※1 | JIS B 7440-2(2013) | 2013/10 |
| 3 | ロータリーテーブル付三次元測定機 | JIS B 7440-3(2003) | 2003/3 |
| 4 | シングルおよびマルチスタイラス測定※2 | JIS B 7440-5(2022) | 2022/10 |
| 5 | ソフトウェア検査 | JIS B 7440-6(2004) | 2004/3 |
※1 2013年に改訂
※2 2022年に改訂
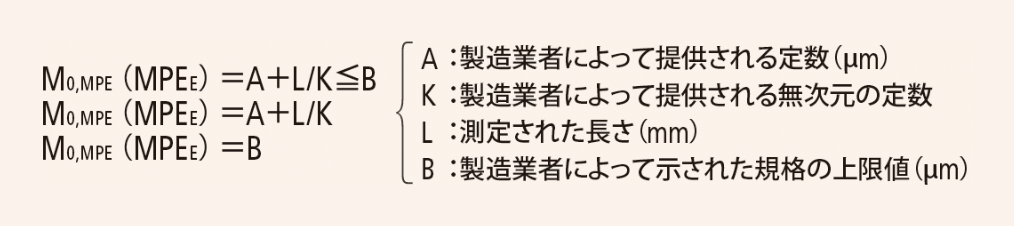
最大許容長さ測定誤差 E0,MPE【 JIS B 7440-2(2013)】
寸法標準器を用いて、指定された長さの両端を挟み込む形で、図1の7方向各5試験長さ測定を3回繰り返し行います。それによって得られた105個の長さ測定の不確かさを含む結果すべてが、製造業者の示した規格値よりも小さい場合、その三次元測定機の性能が検証されたことになります。合否判定は、不確かさを考慮して行うよう記述されています。この測定における最大許容誤差(規格値)は、マイクロメートル(μm)を単位として、以下3つのうちのいずれかで表します。
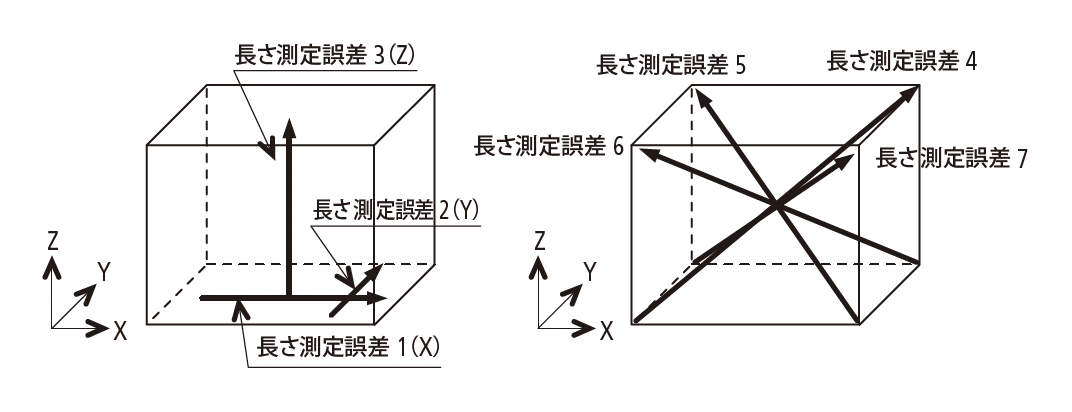
図1 長さ測定誤差測定方向
※JIS B 7440-2(2003)で測定位置は任意の7方向とされていましたが、JIS B 7440-2(2013)では空間4方向が必須とし、各軸と平行な測定を推奨と位置づけています。
JIS B 7440-2(2013)では以下の項目が追加されています。
最大許容長さ測定誤差、Z軸スタイラスオフセットが150 mmにおける長さ測定誤差 E150,MPE 【 JIS B 7440-2(2013)】
JIS B 7440-2(2013)では、7方向の長さ測定に加え、プローブをオフセットさせ、YZ面もしくはXZ面対角に対して、2本長さ測定を行います。
※スタイラスのオフセットは、150 mmをデフォルトとして行います。
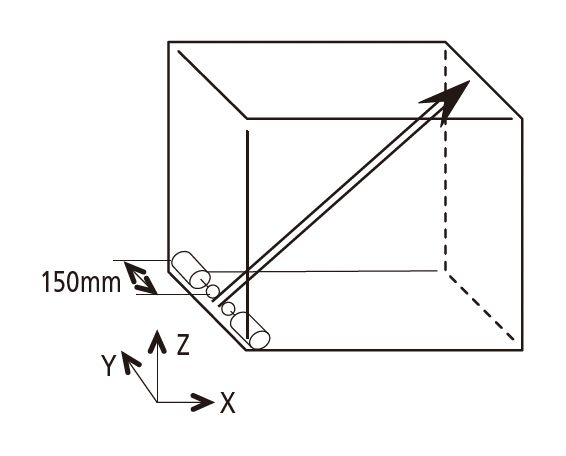
図2 Z軸スタイラスオフセットが150 mmにおける長さ測定誤差
長さ測定の繰り返し範囲の最大許容限界 R0,MPL【JIS B 7440-2(2013)】
3回繰り返し長さ測定を行った各々の測定値の組について、2回の繰り返し測定のばらつき幅を評価し、繰り返し範囲R0を計算します。
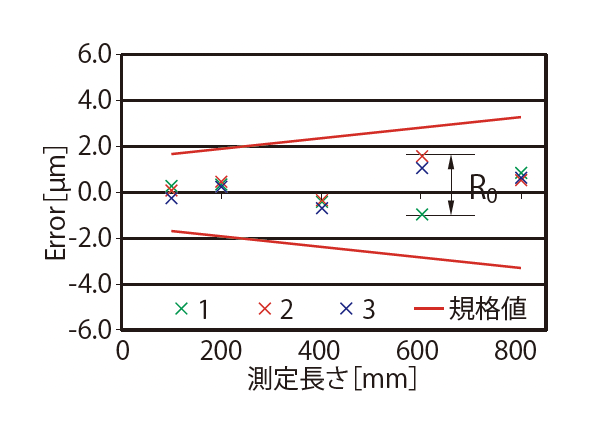
図3 長さ測定の繰り返し範囲
最大許容回転軸半径方向誤差 MPEFR【JIS B 7440-3(2003)】
最大許容回転軸接線方向誤差 MPEFT【JIS B 7440-3(2003)】
最大許容回転軸軸方向誤差 MPEFA【JIS B 7440-3(2003)】
図4のように、ロータリーテーブル上に2本の基準球を設置し、0°および+方向へ7か所、-方向に7か所の合計15位置にロータリーテーブルを回転させ、二つの基準球の中心座標をそれぞれ測定します。
このとき、基準球中心座標の半径方向成分・接線方向成分・回転軸方向成分それぞれのばらつき(範囲)+基準球の形状の不確かさの値が、規格値以下であれば、合格となります。
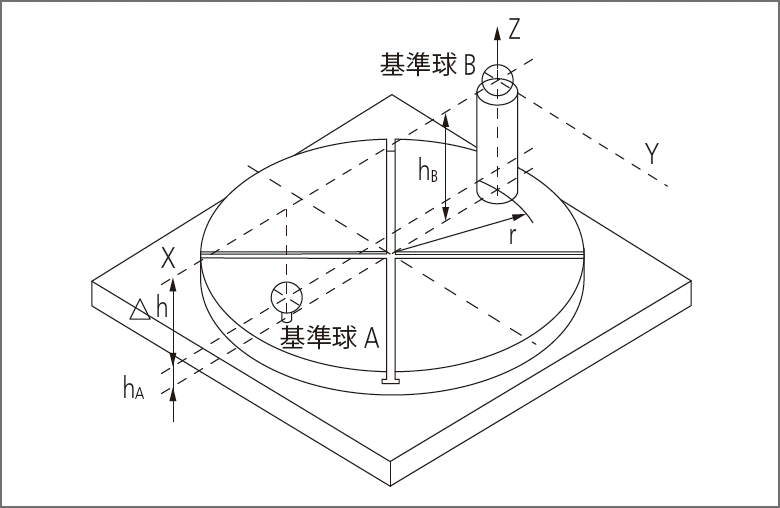
図4 ロータリーテーブル付三次元測定機の評価
最大許容シングルスタイラス形状誤差 PFTU,MPE 【 JIS B 7440-5(2013)】
本測定はJIS B 7440-2(2003)寸法測定に含まれていましたが、2013年の改訂で、JIS B 7440-5(2013)シングルおよびマルチスタイラス測定での記述に変更されました。測定方法についての変更はなく、以下の手順で実施されます。
検査用標準球上の目標点(図5:25点)を測定し、そのすべての測定点から、最小二乗球の中心を計算します。さらにその25の測定点に対して、最小二乗球の中心からの距離Rをそれぞれ計算し、Rmax-Rminを求め、その値に「スタイラスチップの形状の不確かさ」と「検査用標準球の形状の不確かさ」を合成した拡張不確かさの値を加えた値が、規格値以下であれば、合格となります。
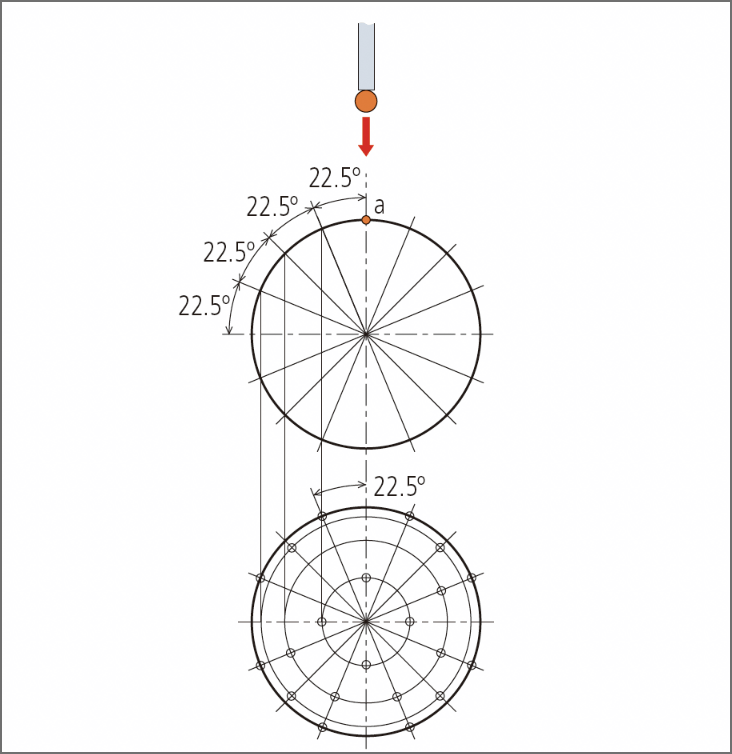
図5 最大許容シングルスタイラス形状誤差