内径測定器の使い方、基礎知識
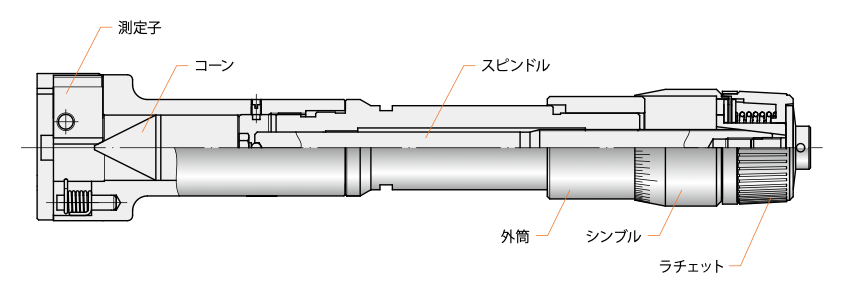
各部の名称(ホールテスト)
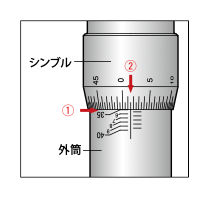
読取方法
目量 0.005 mm
①外筒の読取値: 35 mm
②シンブルの読取値: 0.015 mm
ホールテストの読取値: 35.015 mm
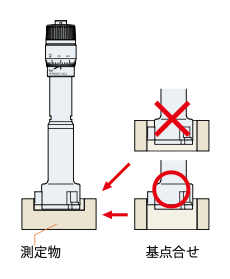
測定位置による測定値の変化
ホールテストの場合、商品の機構上、測定子全面で測定する場合と測定子の先端のみで測定する場合とで測定値が異なります。測定の際には同じ条件で基点合せを行ってください。測定子先端で測定する場合は、測定子先端で基点合せを行ってください。
棒形内側マイクロメータの温度変化による測定誤差
測定器は温度変化により、測定に誤差が生じます。
内側マイクロメータを直接手に持って測定する場合は、手袋等を用いて防熱カバー部を持って、体温によるマイクロメータの膨張変化を防ぐことが必要です。
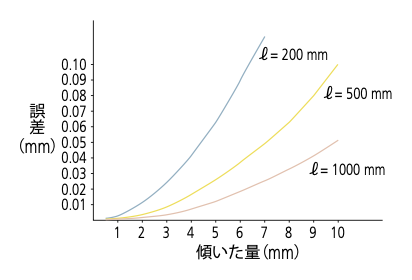
寸法偏差(棒形内側マイクロメータ)
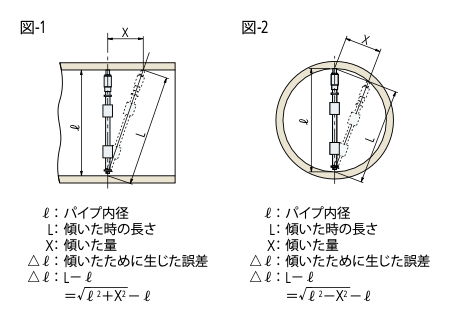
図-1のように穴の軸方向に傾く場合の偏差を算出すると下図のようなグラフ値になります。図-2のような軸穴に対して左右に傾く場合の偏差は、下図のグラフ値とほぼ同じで、マイナス値として表われます。
エアリー点、ベッセル点
基準棒や、棒形内側マイクロメータを水平に支持する場合、自重によってたわみが生じます。
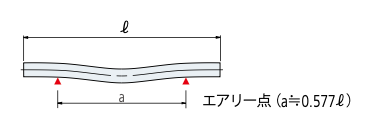
エアリー点は、2点支持において両測定面が最も平行になるような支持点をいいます。
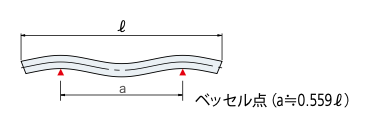
ベッセル点は、2点支持において全長の誤差が最小になる支持点をいいます。
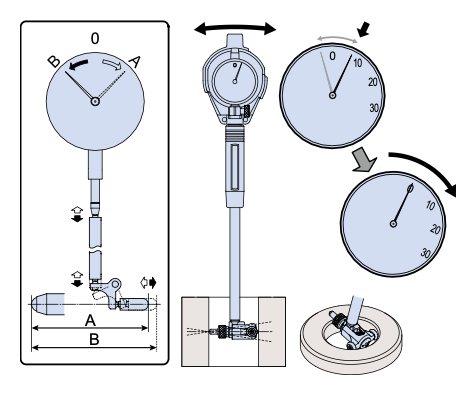
シリンダゲージの基点合わせ
セットリング、円筒マスターゲージによる基点合わせを行います。基準器となるセットリングまたは円筒マスターゲージにシリンダゲージを差し込み、シリンダゲージを揺動させて測定子が最も押し込まれた位置を基点とします。
特別注文品(ホールテスト・ボアマチック)
特殊形状の内径測定が可能な商品を1台からでも製作いたしますので、お気軽にご相談ください。ただし、場合によっては精度保証用のマスタゲージが別途必要になります。ご了承ください。
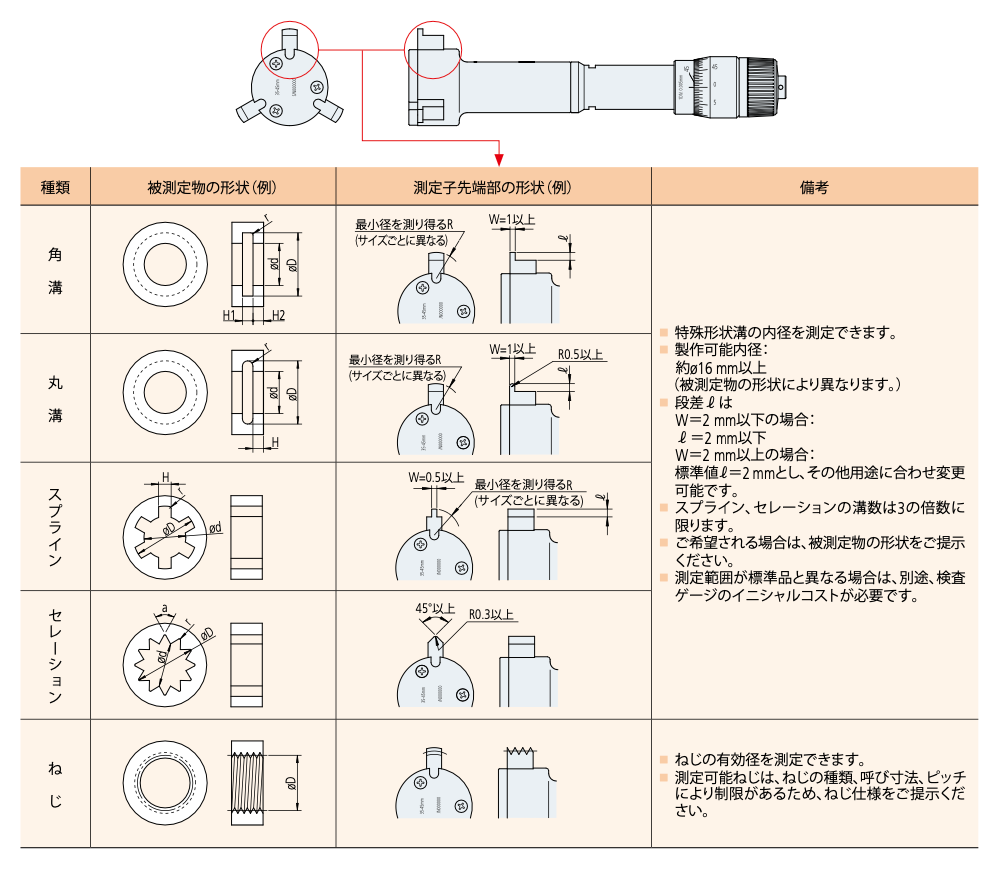
※その他用途に合わせて製作いたします。
※価格、納期などは特注内容により異なります。
※ご用命の際は、最寄りの弊社営業所までご連絡ください。