ダイヤルゲージの正しい使い方、読み方と注意点
機械加工など寸法の精度が求められるものづくりの現場で必須の測定工具となっているダイヤルゲージ。特徴や種類、正しい使い方など、その概要をわかりやすく解説します。
ダイヤルゲージとは?
寸法の変化などを測定するのに最適
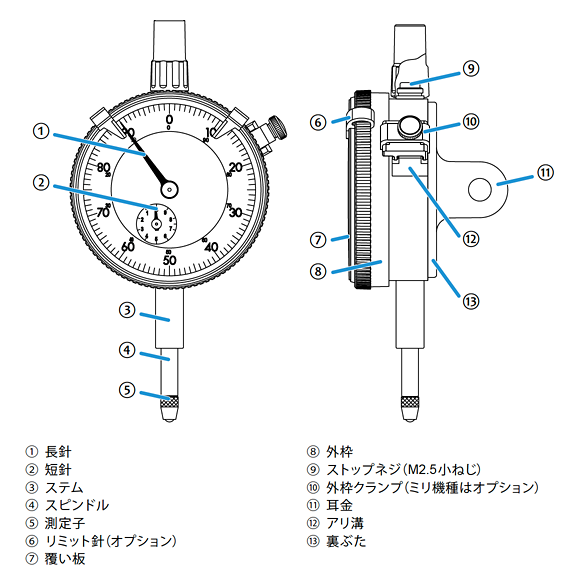
ダイヤルゲージは、スピンドルの直線移動量を歯車などによって機械的に拡大して指針の回転量に変え、目盛板上でその変位量を読み取る測定器です。長針は1回転未満から数十回転するものがあります。標準タイプの測定範囲は1 mm~10 mmですが、短い機種では0.08 mm、長い機種では100 mmと幅広く測定が可能です。
活用シーンとして、回転する測定物の「振れ」のように連続して変化する量や、加工面の平面度の評価をする時が挙げられます。また、同じ寸法の測定物を大量に測定するために適した比較測定器でもあります。多くはこの比較測定で用いられ、マイクロメータやノギスとは異なる特徴を持っているといえます。
なお、ダイヤルゲージは単体では測定できません。測定台や治具等の補助工具が必要となります。
ダイヤルゲージの種類は実に豊富
0.01 mm目盛と0.001 mm目盛の標準タイプが代表的なダイヤルゲージですが、指針が1回転未満のものや、測定範囲の長いもの、置針式など、サイズ・用途・目量に応じてさまざまな機種が取り揃えられています。
標準タイプと比べ、目盛面径を大きくして読み取りやすくした大形タイプ、治具への組み込みをしやすいコンパクトな小形タイプもあります。
これらのほか、構造・機能面で分けられるダイヤルゲージとして、バックプランジャータイプ、てこ式ダイヤルゲージ、デジタルインジケータゲージなどがあります。
測定例 振れ・比較測定、平面度の評価
ダイヤルゲージは、加工における振れや基準との比較測定、平面度の評価に使用します。わかりやすいように測定例を写真と図で紹介します。
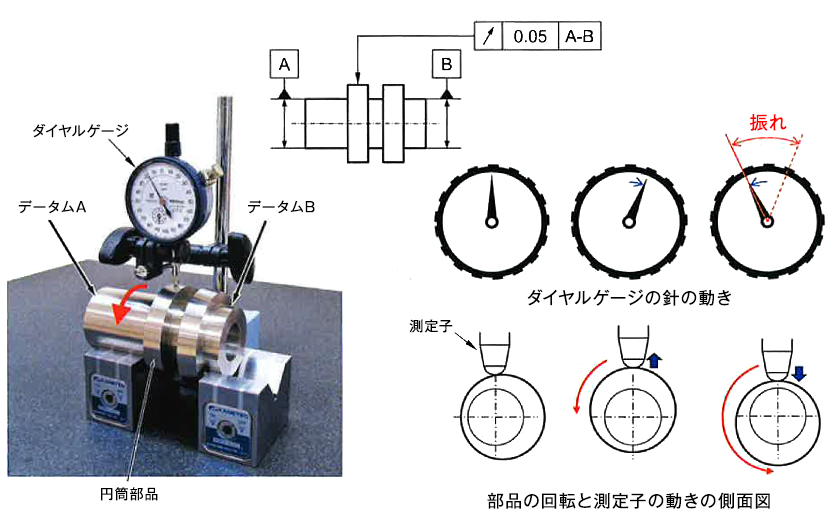
「振れ」の測定
回転体側面に測定子を当てて測定し、「振れ」の評価あるいは芯出し作業に使用します。
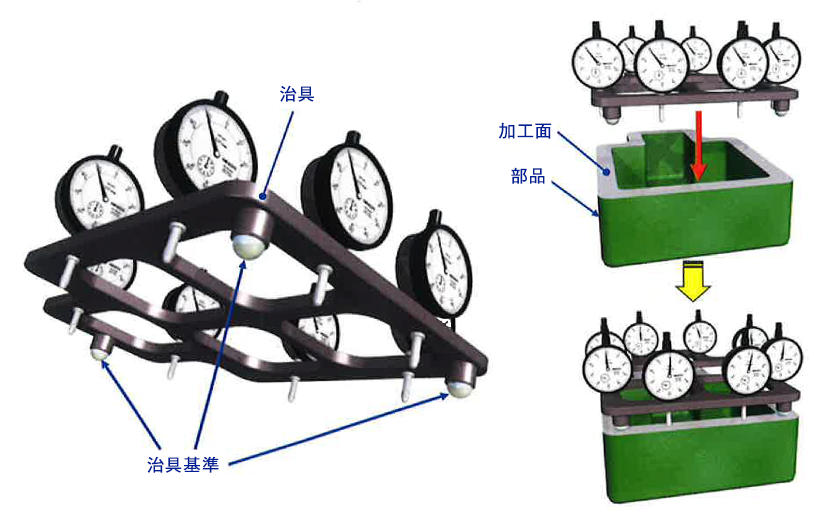
平面度の評価
一例として治具に複数のダイヤルゲージを取り付けて、平面度を簡易的に評価する方法を下図で紹介します。
そのほかにダイヤルゲージを治具に固定し、測定物を当てる方法もあります。
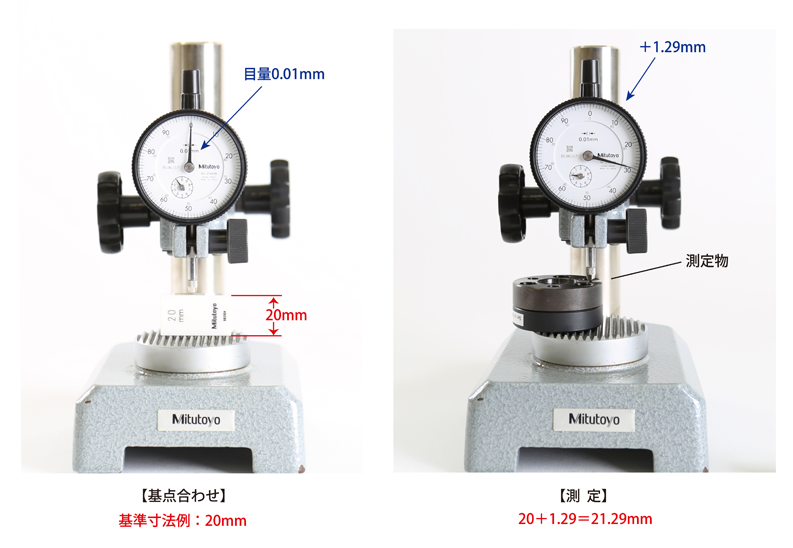
比較測定
測定の基準となるマスターに対して、測定物との差を求めます。
ダイヤルゲージの正しい使い方と注意点
ここでは、比較測定をする場合のダイヤルゲージの使い方と注意点を解説します。
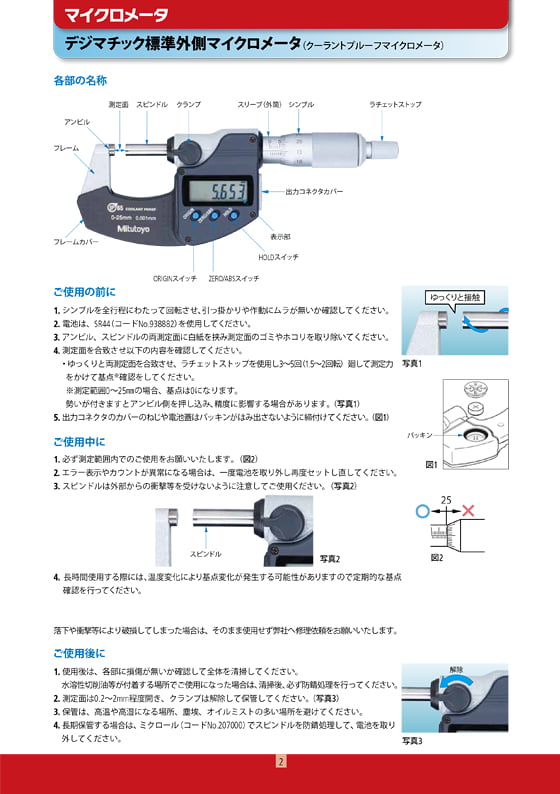
1.作動状態の確認
まず、長針、短針、スピンドルの動きが滑らかであることを確認します。そして、長針や短針の静止点が設定した位置で安定していること、また、測定子や裏ぶたが緩んでいないことも確認してください。
スピンドルの動きが悪い場合、乾いた布かアルコールを少量含ませた布で拭き取ってください。スピンドルに注油はしないでください。
2.測定子の緩み
測定子がスピンドルに固定されていることを確認します。
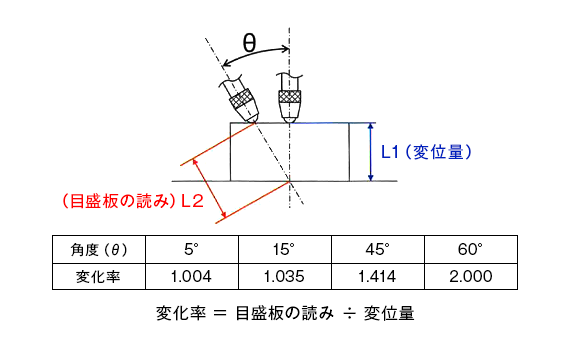
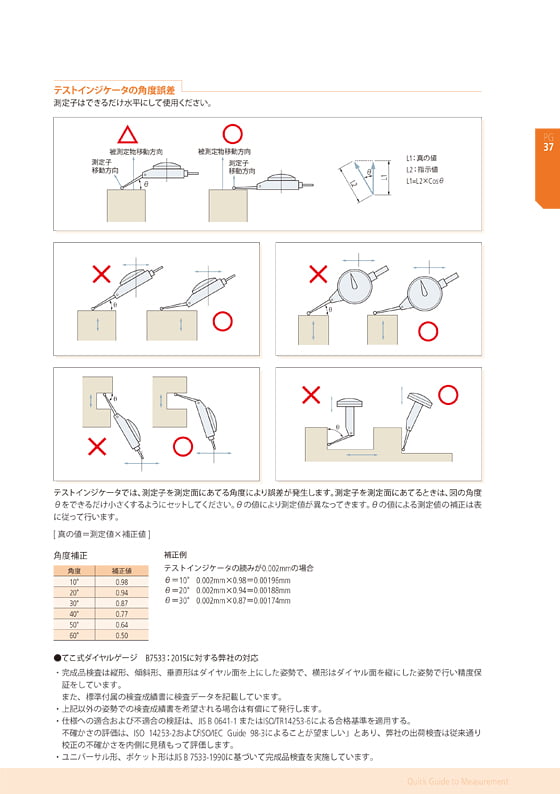
3.取り付け角度
スピンドルは変位量の測定方向と平行に取り付ける必要がありますので、注意してください。測定方向に対して角度がついていると、実際の変位量L1に対して、目盛板の読み(指針が示す測定値)は誤差が含まれた値L2が表示されます。
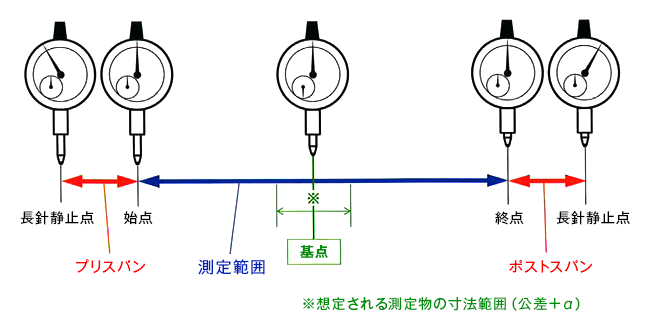
4.基点合わせ
想定される測定物の寸法範囲(公差+α)を考慮し、ダイヤルゲージをセットし基点合わせを行います。
測定範囲の中央で基点を合わせると、想定外の寸法が出た場合でも測定範囲内で測定値を得ることができます。
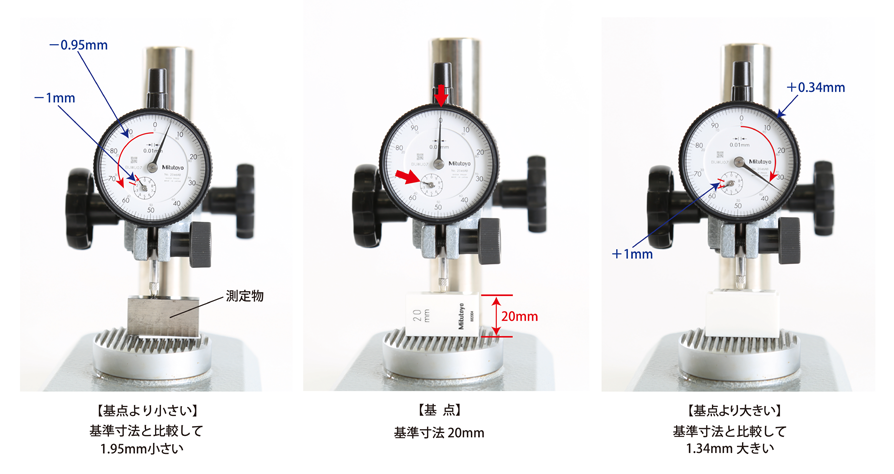
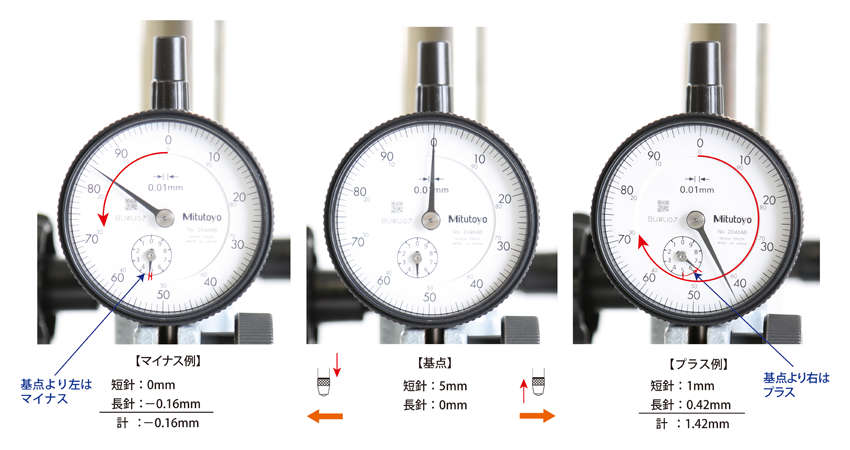
5.基点からの目盛の読み方
基点からのスピンドル押し込み量(目量1 μm(0.001 mm)、測定範囲2 mmの場合)
6.使用後のお手入れ
スピンドル摺動面の汚れは、乾いた布かアルコールを少量含ませた布で拭き取ります。その際、スピンドルに注油はしないでください。油が固着したり、埃を巻き込んだりして作動不良になる恐れがあります。
覆い板の汚れは、柔らかく乾いた布か、中性洗剤を少量含ませた布で拭き取ります。中性洗剤以外は使用しないでください。
精密測定機器の正しい理解と適切な運用ノウハウ
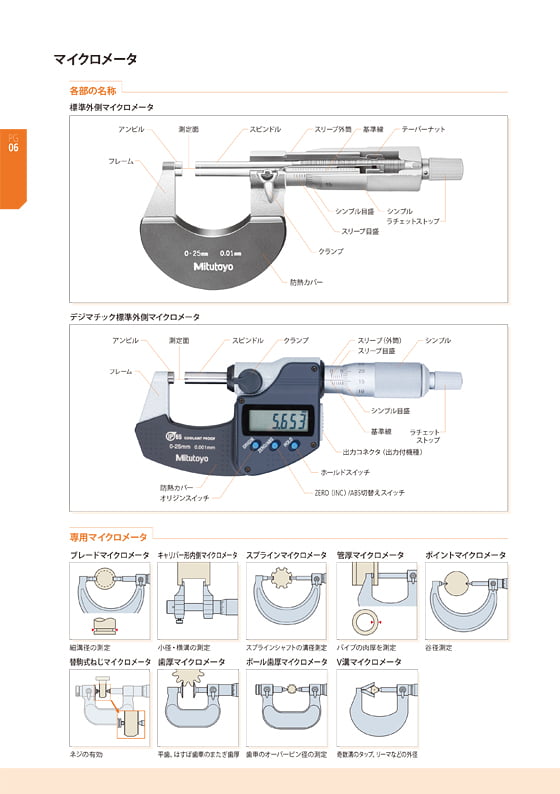
マイクロメータやノギス、三次元測定機など13種類にわたる精密測定機器各部の名称、使用上の注意、定義、用語説明、選び方などを一冊にまとめています。
マイクロメータやノギスなどの測定工具について、使用時の注意点や使用後のお手入れ方法をご案内しています。