今さら聞けない測定用語解説‟真円度の評価方法”
真円度とは
JIS規格には、以下の定義がされている。
- 真円度の定義:真円度とは、円形形体の幾何学的に正しい円からの狂いの大きさをいう。
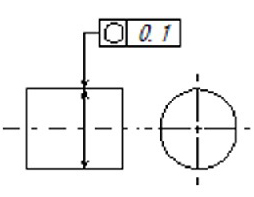
- 真円度の表示:真円度は、円形形体(c)を二つの同心の幾何学的円で挟んだとき、同心ニ円の間隔が最小となる場合の、二円の半径の差(f)で表し、真円度_mmまたは真円度_μmと表示する。(図1)
- 図面には記号『〇』で指示され、単位はmm。(図2)
図1
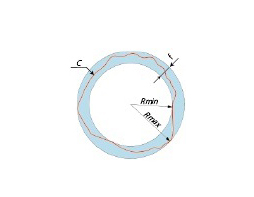
図2
真円度の評価が求められるケース
- 嵌め合い部品などの、寸法精度が厳しい部品
- ベアリングなどの、高速回転時の振動やエネルギーロスが問題になる部品
- 油圧バルブやパッキンなど、気密性が必要な部品
真円度が悪くなる要因
- 工作機械の振動
- 工作機械の回転部の劣化
- センター穴の形状不良
- センタレス研削の場合、前加工の変形
- リング状部品の保持具や保持方法による加工物の歪み
- 切削工具の摩耗や取付け不良によるビビリ
- 仕上げ後に熱を加えることによる変形
主な評価方法
- 軸物の1断面をマイクロメータなどで直径を数か所測定し、その最大値と最小値を使い真円度とする方法。(図3)
*算出方法:(最大直径値-最小直径値)÷2 - 穴加工の場合、シリンダゲージが使われることが多い。
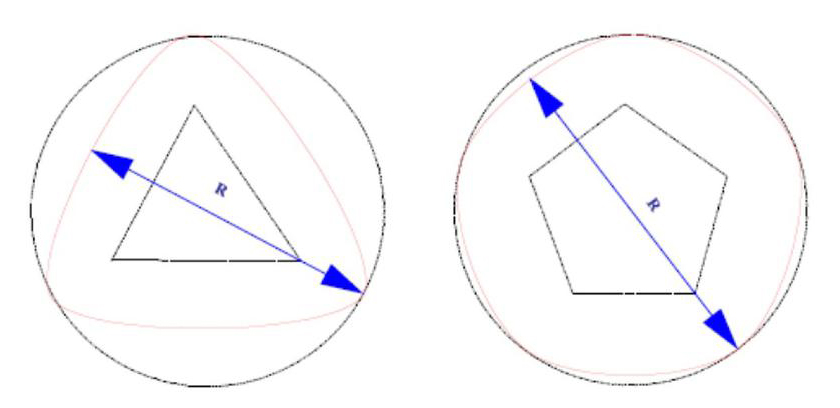
- 等径歪円(図4)の場合、実際よりも小さな値と認識される。
- 実際の断面形状は分からない。
図3
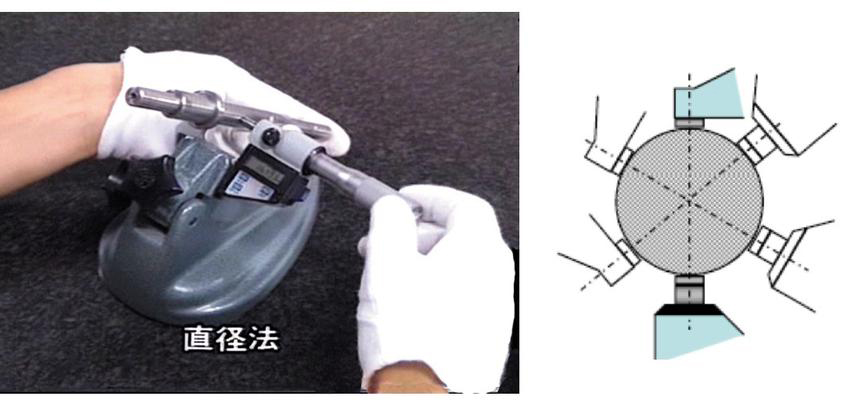
図4
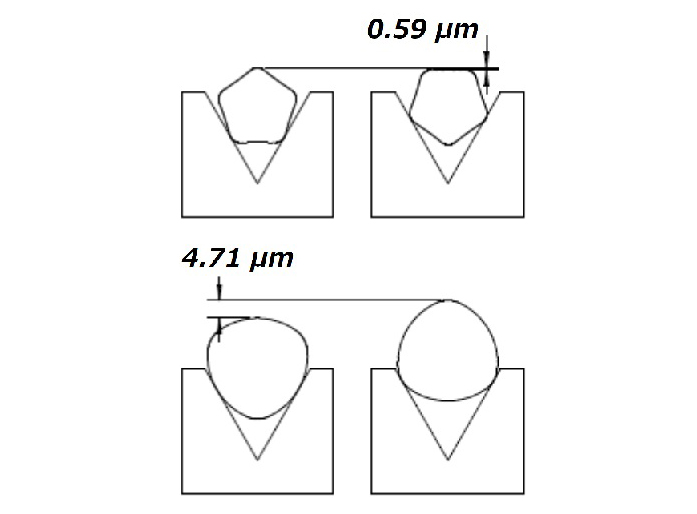
②三点法
- Vブロックにシャフトを載せ、測微器を当てたままシャフトを回転させた時の振れ量を真円度とする方法。(図5)
- シャフトの断面形状によっては、同じ感度で検出できないことがある。(図6)
- 実際の断面形状は分からない。
図5
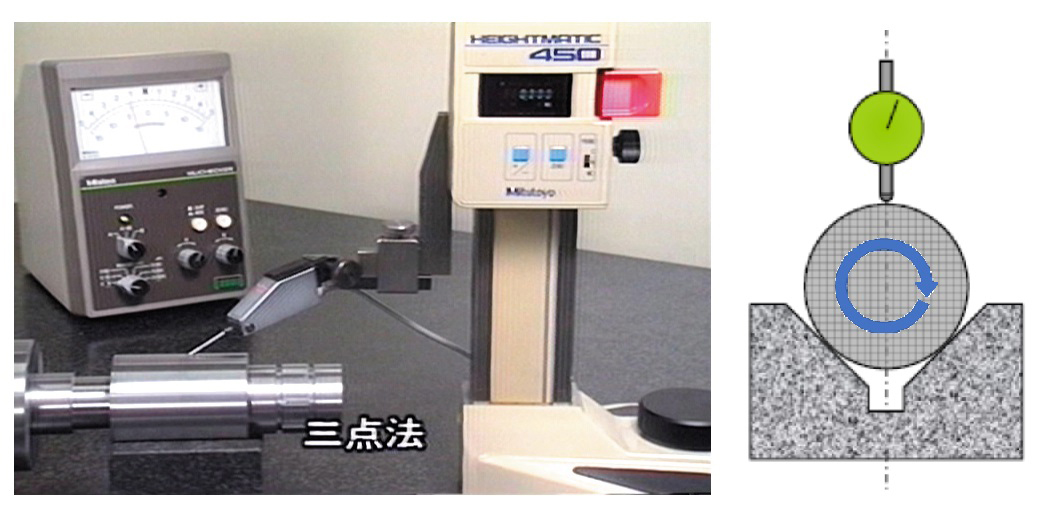
図6
③半径法
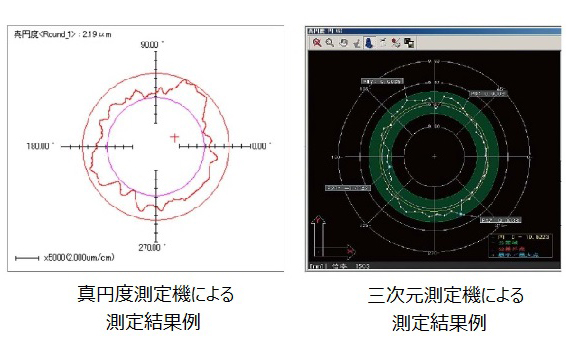
- 真円度測定機などにより、全周の凹凸形状を取得して演算によって求める方法。(図7)
- 全周の断面形状から真円度を求めるため、JIS規格の定義に基づいた評価が行える。(図8)
- 三次元測定機や画像測定機の場合、同時に径測定も行える。
図7

図8