デジマチックインジケータ・ダイヤルゲージ・テストインジケータの基礎知識
各部の名称

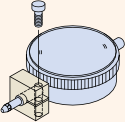
ダイヤルゲージの取付け方法
| ステム取付け方式 | 取付け方式 |
ステムねじ止め方法
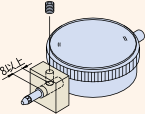 |
ステムすり割締付け方法
 |
|---|---|---|---|
| 注意点 |
|
|
|
| 耳金締付け方式 | 取付け方式 |
|
|
| 注意点 |
|
||
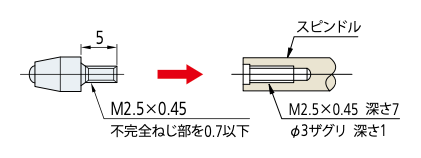
ダイヤルゲージ・デジマチックインジケータ測定子
- ■ねじ部寸法は、M2.5×0.45(長さ5)に統一されています。
- ■測定子を制作する際はねじ根元の不完全ねじ部を0.7以下としてください。
ダイヤルゲージ・デジマチックインジケータの使用姿勢
| 姿勢 | 備考 | |
|---|---|---|
| 縦姿勢 (測定子下向き姿勢) |
 |
- |
| 横姿勢 (スピンドル水平姿勢) |
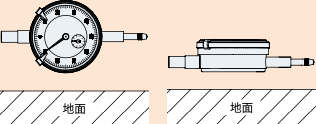 |
スピンドル水平姿勢または測定子上向き姿勢で使用される場合には、測定子下向き姿勢に比べ測定力は低くなります。ご使用前に必ず作動および、長針またはデジタル表示の戻りの確認をしてください。 デジマチックインジケータ・ダイヤルゲージの姿勢による作動保証については、総合カタログの各々の商品紹介ページにてご確認ください。 |
| 逆姿勢 (測定子上向き姿勢) |
 |
|
デジマチックインジケータ原点設定について
デジマチックインジケータは、下死点から0.2mmの範囲の繰り返し安定性は保証しておりません。ゼロセットや指定の値のプリセットを行うときには、下死点から0.2mm以上スピンドルを持ち上げた位置でゼロセットや指定の値のプリセットを行い、ご使用ください。

ダイヤルゲージ・デジマチックインジケータのご使用に際して
- ■スピンドルへの注油はなさらないようにしてください。塵埃等を誘引し、作動不良となる恐れがあります。
- ■スピンドルの作動が悪くなった場合には、乾いた布かアルコールを少量含ませた布でスピンドルの上下摺動面を拭いてください。改善されない場合には、弊社での修理対応をお薦めします。
- ■校正または測定前には測定子を上下させ作動が滑らかなことと、ゼロ点の安定性を確認してください。
ダイヤルゲージB 7503:2017(JIS/日本産業規格抜粋)
| 測定項目 | 適用機種 | 測定方法 (固定ゼロ点法) |
評価方法 (移動ゼロ点性能評価法) |
測定例 | |
|---|---|---|---|---|---|
| 指示 誤差 |
全測定範囲 指示誤差 |
1回転未満 指示誤差 ダイヤル ゲージ および 多回転 ダイヤル ゲージ |
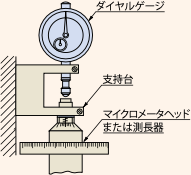
支持台にダイヤルゲージを保持し、測定子 を行き方向へ順次移動させ、次に示す 測定点の指示誤差を読み取る※1。
|
行き方向および戻り方向の全測定点における指示誤差に対する最大値と最小値との差を求める。 |
 |
| 1/10回転 指示誤差 |
始点から2回転までの行き方向および戻り方向において、隣接する1/10回転ご との測定点に対する指示誤差の差の 大値を求める※3。 | ||||
| 1/2回転 指示誤差 |
多回転 ダイヤル ゲージ |
始点から5回転までの行き方向および戻り方向において、1/2回転ごとの測長範囲に対する指示誤差の最大値と最小値との差の最大値を求める。 | |||
| 1回転 指示誤差 |
始点から10回転までの行き方向および戻り方向において、1回転ごとの測長範囲に対する指示誤差の最大値と最小値との差の最大値を求める。 | ||||
| 戻り誤差 | 1回転未満 ダイヤル ゲージ および 多回転 ダイヤル ゲージ |
全測定点の行き方向および戻り方向の同一測定点における指示誤差に対する差の最大値を求める。 | |||
| 繰り返し精密度 | 1回転未満 ダイヤル ゲージ および 多回転 ダイヤル ゲージ |
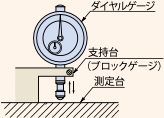
支持台にダイヤルゲージを保持し、測定範囲内の任意の位置に測定子を押し込んで戻り方向に5回、測定子を急激にまたは穏やかに作動させ、各回の指示値を読み取る。 | 5回の指示値の最大差を求める。 |
 |
|
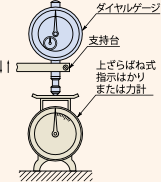
| 測定力 | 支持台にダイヤルゲージを保持し、測定子を行き方向および戻り方向に連続かつ徐々に移動させて、始点および終点の測定力を読み取る。 | 読み取った測定力の最大値(最大測定力)および最小値(最小測定力)並びに同一測定点の行き方向と戻り方向との測定力の差を求める。 |
 |
||
※1:指示誤差を読み取る方法は、長針を目盛に合わせて測定器の入力量を読む方法、または測定器の移動量に合わせてダイヤルゲージの指示を読む方法のどちらを選択してもよい。
※2:1回転未満のダイヤルゲージの測定箇所は、10目盛ごとに指示誤差を読む。
※3:1回転未満のダイヤルゲージの測定箇所は、隣接する10目盛ごとの測定点に対する指示誤差の差の最大値を求める。
最大許容誤差
単位:μm
| 外枠径50mm以上のダイヤルゲージの計測特性における最大許容誤差(MPE) | 外枠径50mm未満のダイヤルゲージおよび バックプランジャ形ダイヤルゲージの計測特性における最大許容誤差(MPE) |
|||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 目量(mm) | 0.01 | 0.005 | 0.001 | 0.01 | 0.005 | 0.002 | 0.001 | |||||||||||||
| 測定範囲(mm) | 1 以下 |
1を超え 3以下 |
3を超え 5以下 |
5を超え 10以下 |
10を超え 20以下 |
20を超え 30以下 |
30を超え 50以下 |
50を超え 100以下 |
5 以下 |
1 以下 |
1を超え 2以下 |
2を超え 5以下 |
1 以下 |
1を超え 3以下 |
3を超え 5以下 |
5を超え 10以下 |
5 以下 |
1 以下 |
1 以下 |
|
| 戻り誤差 | 3 | 3 | 3 | 3 | 5 | 7 | 8 | 9 | 3 | 2 | 2 | 3 | 4 | 4 | 4 | 5 | 3.5 | 2.5 | 2 | |
| 繰り返し精密度 | 3 | 3 | 3 | 3 | 4 | 5 | 5 | 5 | 3 | 0.5 | 0.5 | 1 | 3 | 3 | 3 | 3 | 3 | 1 | 1 | |
| 指示誤差 | 1/10回転 | 5 | 5 | 5 | 5 | 8 | 10 | 10 | 12 | 5 | 2 | 2 | 3.5 | 8 | 8 | 8 | 9 | 6 | 2.5 | 2.5 |
| 1/2回転 | 8 | 8 | 9 | 9 | 10 | 12 | 12 | 17 | 9 | 3.5 | 4 | 5 | 11 | 11 | 12 | 12 | 9 | 4.5 | 4 | |
| 1回転 | 8 | 9 | 10 | 10 | 15 | 15 | 15 | 20 | 10 | 4 | 5 | 6 | 12 | 12 | 14 | 14 | 10 | 5 | 4.5 | |
| 全測定範囲 | 8 | 10 | 12 | 15 | 25 | 30 | 40 | 50 | 12 | 5 | 7 | 10 | 15 | 16 | 18 | 20 | 12 | 6 | 5 | |
※1回転未満ダイヤルゲージのMPEは任意の1/2回転および任意の1回転の指示誤差は規定しない。
※最大許容誤差はJIS B 0680に規定する標準温度20°Cにおける値とする。
※製造業者によって指定されない場合のダイヤルゲージの計測特性は、測定範囲内のいかなる位置およびいかなる姿勢でも最大許容誤差(MPE)および測定力の許容限界(MPL)の値を満たさなければならない。
ダイヤルゲージB 7503:2017に対する弊社の対応
- ■完成品検査は縦姿勢で行い精度保証をしています。また、標準付属の検査成績書に検査データを記載しています。
- ■横姿勢、逆姿勢での検査成績書をご希望される場合は有償で発行します。
- ■「仕様への適合及び不適合の検証は、JIS B 0641-1または国際的に認められている仕様の範囲と合格の範囲とが等しい場合の合格基準を用いる。不確かさの評価は、ISO/TS 14253-2およびISO/IEC Guide 98-3 によるのが望ましい」とあり、弊社の出荷検査は従来通り校正の不確かさを内側に見積もって評価します。
てこ式ダイヤルゲージ B 7533-2015(JIS/日本産業規格抜粋)
| 番号 | 測定項目 | 測定方法 | 測定箇所 | 評価方法 | 説明図 |
|---|---|---|---|---|---|
| 1 | 全測定範囲行き 指示誤差 |
てこ式ダイヤルゲージを保持し、測定子静止点付近に指示および指示誤差をゼロとなるように定めた起点を基準点とした後、測定子を行き方向へ移動させ、各測定点の指示誤差を読み取る。次に測定子を測定範囲の終点から3目盛以上移動させたのちに測定子を戻し方向に移動させて、行き方向と同一の測定点における指示誤差を読み取る。(行き方向とは、てこ式ダイヤルゲージの測定子に対する反測定力方向、戻り方向とは測定力方向をいう。) | 起点から終点までの行きと戻り両方向で10目盛ごと | 行き方向の全測定点における指示誤差に対する最大値と最小値との差を求める。 | 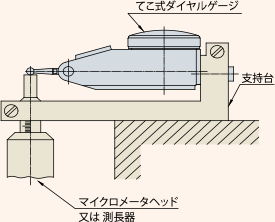 |
| 2 | 10目盛 指示誤差 |
起点から終点までの行き方向において、隣接した10目盛ごと の測定点に対する指示誤差の差の最大値を求める。 | |||
| 3 | 1回転指示誤差 | 起点から終点までの行き方向において、固定ゼロ点法で測定した、1回転ごとの測長範囲に対する指示誤差の最大値と最小値との差の最大値を求める。 | |||
| 4 | 戻り誤差 | 全測定点の行きと戻りの同一測定点における指示誤差に対する差の最大値を求める。 | |||
| 5 | 繰り返し精密度 | 測定子が測定台上面に平行となるように、てこ式ダイヤルゲージを保持し、測定範囲内の任意の位置で5回測定子を急激にまたは緩やかに作動させて、そのときの各回の指示の大きさを読み取る。 | 測定範囲の任意の位置 | 5回の測定値の最大差を求める。 | 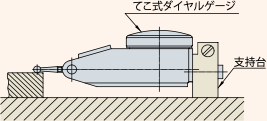 |
| 6 | 測定力 | てこ式ダイヤルゲージを保持し、測定子を行き方向および戻り方向に連続かつ徐々に移動させて、測定範囲の測定力を読み取る。 | 測定範囲内の起点と終点 | 測定力の大きさに対する最大値および最小値を求める。 | 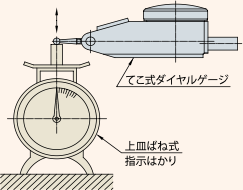 |
●最大許容誤差および許容限界
| 目量(mm) | 0.001/0.002 | 0.01 | ||||||
|---|---|---|---|---|---|---|---|---|
| 回転数 | 1回転 | 多回転 | 1回転 | 多回転 | ||||
| 測定範囲(mm) | 0.3以下 | 0.3を超え 0.5以下 |
0.5を超え 0.6以下 |
0.5以下 | 0.5を超え1.0以下 | 1.0を超え 1.6以下 | ||
| L1≦35 | 35<L1 | |||||||
| 指示誤差 (μm) |
全測定範囲行き | 4 | 6 | 7 | 6 | 9 | 10 | 16 |
| 1回転 | - | 5 | 5 | - | - | - | 10 | |
| 10目盛 | 2 | 2 | 2 | 5 | 5 | 5 | 5 | |
| 戻り誤差(μm) | 3 | 4 | 4 | 4 | 4 | 5 | 5 | |
| 繰り返し精密度(μm) | 1 | 1 | 1 | 3 | 3 | 3 | 3 | |
| 測定力(N) | 最大 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| 最小 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | 0.01 | |
テストインジケータの角度誤差
測定子はできるだけ水平にして使用ください。
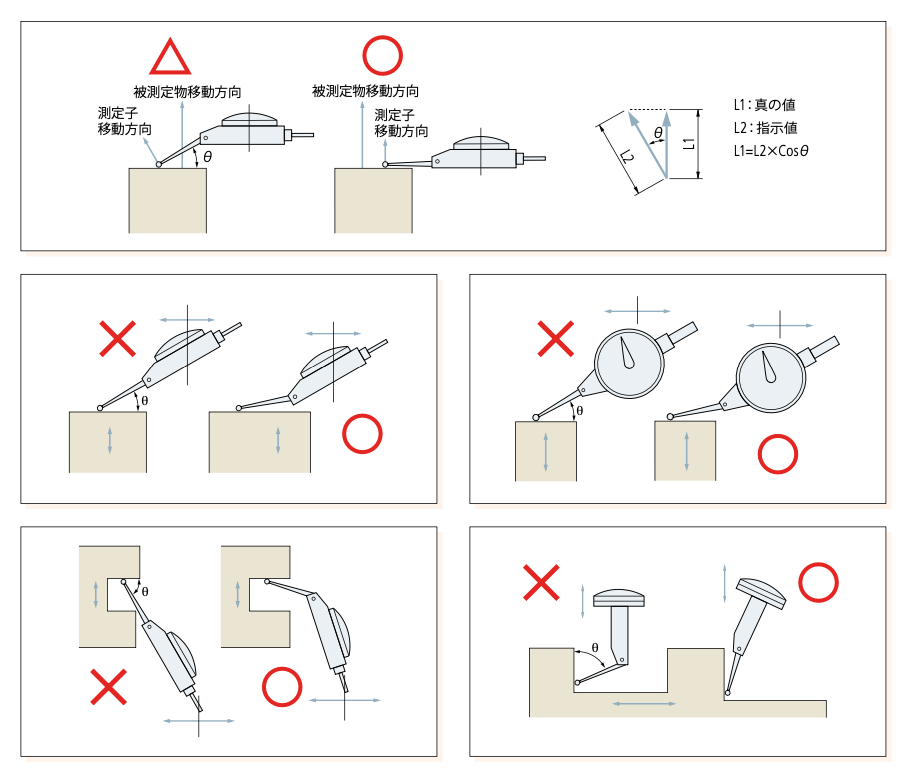
テストインジケータでは、測定子を測定面にあてる角度により誤差が発生します。測定子を測定面にあてるときは、図の角度θをできるだけ小さくするようにセットしてください。θの値により測定値が異なってきます。θの値による測定値の補正は表に従って行います。
[ 真の値=測定値×補正値 ]
角度補正
| 角度 | 補正値 |
|---|---|
| 10° | 0.98 |
| 20° | 0.94 |
| 30° | 0.87 |
| 40° | 0.77 |
| 50° | 0.64 |
| 60° | 0.50 |
補正例
テストインジケータの読みが0.002mmの場合
θ=10° 0.002mm×0.98=0.00196mm
θ=20° 0.002mm×0.94=0.00188mm
θ=30° 0.002mm×0.87=0.00174mm
●てこ式ダイヤルゲージ B7533:2015に対する弊社の対応
- ・完成品検査は縦形、傾斜形、垂直形はダイヤル面を上にした姿勢で、横形はダイヤル面を縦にした姿勢で行い精度保証をしています。
また、標準付属の検査成績書に検査データを記載しています。 - ・上記以外の姿勢での検査成績書を希望される場合は有償にて発行します。
- ・仕様への適合および不適合の検証は、JIS B 0641-1 またはISO/TR14253-6による合格基準を適用する。
不確かさの評価は、ISO 14253-2およびISO/IEC Guide 98-3によることが望ましい」とあり、弊社の出荷検査は従来通り校正の不確かさを内側に見積もって評価します。 - ・ユニバーサル形、ポケット形はJIS B 7533-1990に基づいて完成品検査を実施しています。