■Use of interchangeable objective zoom lens
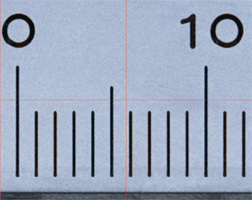
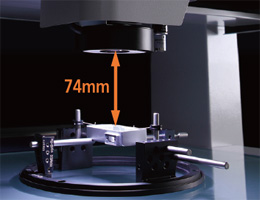
The device can achieve a maximum zoom of 14X thanks to its optic system, which combines a high magnification 7X zoom lens and three objective lenses (1X, 1.5X and 2X) (Photograph 4). The zoom lens magnification can be quickly changed to the appropriate magnification for the area to be measured. It can be combined with different objective lenses by replacing them to perform observation and measurement from wide angle to high magnification. In this way, the device flexibly accommodates a wide range of objects to be measured. Beginners often get lost when trying to find measurement points while working at unfamiliar high magnifications, which results in lower measurement efficiency. The minimum magnification offered by QV Active’s 1X objective lens covers a wide viewing area of 13.6 x 10.8 mm (Photograph 5), allowing users to rapidly find measurement points and measure at appropriately high magnification levels. This contributes to easy operation and efficiency. Furthermore, the 1X objective lens has a long working distance of 74 mm (Photograph 6). This helps avoid contact between the objective lens and the object being measured, even when there are large steps or protrusions, allowing measurement to be performed with peace of mind.
|
Photograph 4
|
|
Photograph 5
|
Photograph 6
|
■LEDs used for all lighting
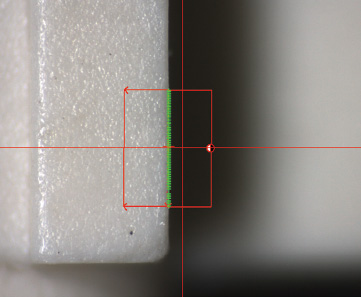
The lighting system uses high intensity white LED lights for all its lighting: co-axial, transmitted, and ring illumination (with a four-segment switching function). LED lighting not only produces little heat and consumes little power, but also offers high response speeds. This means it doesn’t impede throughput when performing automated measurement of workpieces which require frequent switching between co-axial, transmitted and ring illumination, or which require changes in the intensity of illumination, depending on the location being measured. Let’s look at the benefits of ring illumination, with its four-segment switching function. Co-axial and ring illumination often fail to produce the contrast between light and dark needed for edge detection of the minute steps in machined parts or resin-molded parts. Ring illumination, with its four-segment switching function, can light objects from the direction that best emphasizes edges, making reliable measurement possible. Photograph 7 shows an example of an object being measured using only the left segment of the ring light switched in so as to highlight the edge with excellent contrast.
■High-speed, high-precision image autofocus
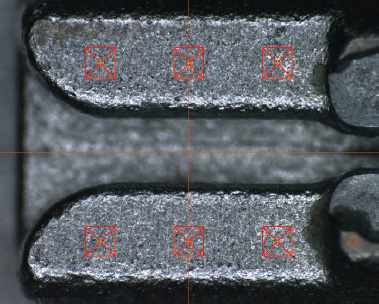
QV Active’s E1z Z-axis (height) measurement precision is ensured by its image autofocus. Image autofocus is sometimes thought not to be particularly fast or precise, but QV Active’s image autofocus uses our technologies to achieve a high level of speed and precision. It offers roughly three times the throughput of the focus speed of the QS250Z, a mid-market model. Actual focus times vary depending on the zoom level but, generally, focusing is complete in three to four seconds. The Z-axis accuracy is (3+5L/1000) μm versus (5+6L/1000) μm for the QS250Z. For measurement of a height of 50 mm, this means that the QV Active achieves an accuracy of 3.25 μm compared to the 5.3 μm of the QS250Z. The image autofocus determines the Z height using the contrast level, so it can reliably focus on a wide range of materials and surface conditions from machined parts to plastic parts. When using laser triangulation, laser light often fails to reach surfaces to be measured, such as small grooves or the bottoms of small holes, making measurement impossible. Image autofocus does not suffer from that drawback, and is highly versatile as it can be used with a wide range of shapes. The QV Active has three focus functions—edge focus, surface focus, and multipoint focus—to accommodate various measurement objectives. Edge focus is used to focus on ridge heights in molded chassis, machined surface heights, and edges. Surface focus is used to set standard surfaces and flatness, as well as steps between surfaces, heights, and depths. Multipoint focus is used to set multiple points on the screen as focus areas, measuring the heights of multiple points with a single focus operation. This allows users to efficiently measure steps, heights, and depths. Photograph 8 shows an example.
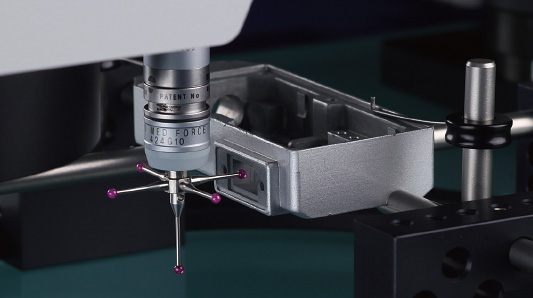
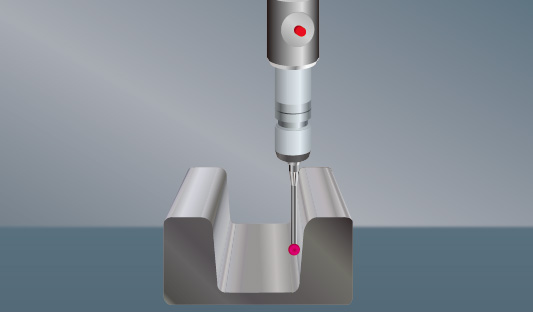
■Lineup of models with touch probes
Touch probes provide support for measurement of the sides of objects which are difficult to measure by image measurement alone (Photograph 9), and dimension measurement of individual heights taking into consideration diecut and molded tapered features. (Figure 1 shows a conceptual image of measurement). With previous systems, a separate vision measuring system, a CMM, and various other measurement tools would be used to measure a single object. Equipping the vision measuring system with a touch probe function allows users to perform efficient automatic measurement with just one system. The touch probe consists of three parts: a stylus for touching the workpiece, the module that holds the stylus and the probe body itself. The module attaches magnetically to the probe body and transmits the movements of the stylus. The probe body can accept multiple modules so that styli of different lengths and contact tip diameters can be brought into play without needing to disturb the probe body. Manually swapping modules would be inefficient and reduce the added value of an automatic measurement system, so CNC Vision Measuring System models with touch probes can be outfitted with an optional MCR-20 module change rack for automatic module switching. The QV Active Series MCR can switch between up to three modules and can also automatically switch between vision measurement and touch probe measurement. The offset between the vision optic head and the touch probe can also be allowed for when using a dedicated calibration fixture enabling a seamless approach combining both vision and touch probe measurement of objects. Photograph 10 shows the MCR-20 and calibration fixture.
|
Photograph 9
|
|
Figure 1
|
|
Photograph 10
|
5. Conclusion
The concept of the QV Active Series is “meeting diverse needs with compact systems that combine simple operation with advanced functionality.” “Diverse needs” refers to the needs of a wide range of customers who seek improved productivity through measurement automation, value ease of operation, require advanced functionality, or wish to perform contact measurement using touch probes. In terms of functionality and performance, the QV Active Series is surpassed by the higher-end Quick Vision Series. However, the QV Active Series not only offers necessary and sufficient functionality, but also provides greater ease of use through its zoom lenses and color cameras, helping solve customers’ measurement problems as a new entry level model with an excellent cost/performance ratio.
Excerpt from Japanese Industrial Publishing “August 2016 Issue: Machines and Tools”